Our Technologies to best serve you
Wybierz kategorię
-
Obraz
 PŁYTY TRUDNOŚCIERALNE CDP® I RURY CASTOTUBE®
PŁYTY TRUDNOŚCIERALNE CDP® I RURY CASTOTUBE® -
Obraz
Technologie lutowania
-
Obraz
Technologie nanoszenia powłok
-
Obraz
Technologie spawania




WIĘKSZA PRODUKTYWNOŚĆ
Ponad 100 lat doświadczeń w zakresie spawania i ochrony przed zjawiskami zużycia sprawiło, iż Castolin jest producentem największej na rynku gamy płyt trudnościeralnych pod względem rodzajów blachy nośnej, wymiarów, nanoszonych powłok oraz stosowanych procesów spawania. Stworzyliśmy szeroki zakres produktów, począwszy od prostych powłok bogatych w węgliki chromu nanoszonych przy użyciu luku otwartego po zaawansowane powłoki zawierające proszki NiCrBSi z domieszką węglików wolframu, przetapiane w piecu próżniowym lub nanoszone w procesie napawania plazmowego PTA.
IDEALNIE PŁASKA POWIERZCHNIA O NIESKAZITELNEJ STRUKTURZE
Płyty proszkowe CDP® wytwarzane są poprzez pokrycie łatwospawalnej blachy nośnej proszkiem stopu metali z przetopieniem w piecu w atmosferze ochronnej. Główna zaleta tych produktów jest uzyskanie warstwy napawanej w 100% bez wymieszania z materiałem rodzimym, co zapewnia maksimum ochrony nawet wtedy, gdy napoina ma tylko kilka milimetrów grubości. Płyta jest lekka i łatwa do przenoszenia. Daje się łatwo formować, np. zginać pod dużym kątem.

NIEOGRANICZONE MOŻLIWOŚCI CIĘCIA I ŁĄCZENIA, RÓWNIEŻ POD KĄTEM
Są to rury z łatwospawalnej stali węglowej napawane wewnątrz stopem TeroMatec 4666 o bardzo wysokiej odporności na zużycie, znanym z naszych płyt 4666 CastoDur Diamond Plates®. Wyeliminowanie kosztownego procesu formowania płaskich blach w rurę dodatkowo pozwoliło na uzyskanie wiele korzyści:
- Bardzo niska cena
- Brak spoiny liniowej
- Wyjątkowa odporność na zużycie
- Idealna geometria
- Spiralna napoina ogranicza odkształcenia
- Niewielki ciężar
- Proszek metalowy najwyższej jakości
- Łatwość łączenia mechanicznego lub poprzez spawanie

INNOWACYJNE NAPAWANIE NISKOTEMPERATUROWE
Nanoszenie różnych stopów i materiałów kompozytowych przy użyciu łatwo dostępnego sprzętu do natrysku płomieniowego pozwala uzyskać powłoki o maksymalnej odporności na ścieranie charakteryzujące się optymalnym wiązaniem metalurgicznym i brakiem wymieszania z materiałem rodzimym.

CZYSZCZENIE, NAWILŻANIE I OCHRONA
Topniki to odpowiednio dobrane produkty chemiczne służące do usuwania tlenków metali z powierzchni łączonych części metalowych. Proces usuwania lub oczyszczania następuje w trakcie operacji lutowania. Dobór optymalnego topnika do zastosowania, metalu rodzimego i stopu lutowniczego ma zasadnicze znaczenie dla efektywności operacji lutowania.

OFERUJEMY PIERŚCIENIE LUTOWNICZE BEZ TOPNIKA I Z TOPNIKIEM WG SPECYFIKACJI
W naszej szerokiej gamie produktów oferujemy duży wybór materiałów dodatkowych w postaci różnych pierścieni, folii, drutów, prętów, past i specjalnych wstępnych kształtek spełniających potrzeby klientów w zakresie zabezpieczeń i napraw.
PROPORCJE METALU DO TOPNIKA OPTYMALNIE DOBRANE DO WSZYSTKICH TYPOWYCH ZASTOSOWAŃ
Zdajemy sobie sprawę, że każde zastosowanie musi spełniać indywidualne, specyficzne wymagania. Aby sprostać wymaganiom naszych klientów, w Castolin opracowaliśmy i wytwarzamy kilka rodzajów pałeczek w otulinie topnika. W przeciwieństwie do konkurencji, w Castolin nie używamy uniwersalnego topnika do wszystkich pałeczek; każda pałeczka zawiera rodzaj topnika dobrany pod kątem wybranego stopu. Ponadto każdy stop zawiera oznaczenie kolorem konkretnego topnika, co pomaga operatorowi dobrać stop/kolor do zastosowania.

NIŻSZE ZUŻYCIE SPOIWA
Pasty lutownicze najlepiej nadają się do procesów zautomatyzowanych. Właściwości wyróżniające pasty oferowane przez Castolin:
- Maksymalna stabilność mechaniczna
- Optymalne właściwości nanoszenia
- Resztki pasty łatwo usuwalne w wodzie (z rąk i narzędzi)
- Minimalna ilość powstającego dymu (lutowanie piecowe)
- Brak wpływu spoiwa na proces lutowania
- Maksymalna kapilarność
- Proszek metalowy najwyższej jakości
- Łatwe usuwanie pozostałości topnika

MOŻLIWOŚĆ ŁĄCZENIA RÓŻNYCH METALI I MATERIAŁÓW
Lutowanie stosuje się już od ok. 1000 lat. Połączenia lutowane lutami twardymi stosuje się od długiego czasu w instalacjach wodno-kanalizacyjnych, klimatyzacyjnych, grzewczych, w elektronice i w wielu innych zastosowaniach. Długotrwała wytrzymałość połączeń lutowanych jest udowodniona. Inne materiały, np. tworzywa sztuczne, nie mają tak długiej historii i nie da się o nich powiedzieć tego samego. Co więcej, jeśli nie uda się wykonać połączenia lutowanego prawidłowo za pierwszym razem, wystarczy ponownie podgrzać złącze i naprawić je bez konieczności demontażu lub całkowitego przeinstalowania łączonych części. Lutowanie twarde to najbardziej niezawodne rozwiązanie na rynku.

OBRÓBKA BEZ ODKSZTAŁCEŃ
Opracowana kilka lat temu technologia generowania światła laserowego przez diody HPDD (High Power Direct Diode) rozpoczęła prawdziwą rewolucję w dziedzinie napawania.
Jej podstawową zaletą jest możliwość zachowania wysokiej sprawności energetycznej i jakości przy znacznej redukcji czasu i kosztów nakładania powłok.
Pierwszy w Europie laser HPDD o mocy 8 kW zainstalowany w zakładach Castolin Eutectic pozwoli w pełni wykorzystać zalety tego przełomowego rozwiązania.
Aktualnie Castolin Eutectic posiada cztery tego typu urządzenia działające w różnych krajach świata.
Nasza oferta obejmuje usługi powlekania laserowego (nakładanie grubych powłok na duże elementy, precyzyjne powlekanie mniejszych detali, naprawa i konserwacja części przemysłowych, wsparcie badawczo-rozwojowe w dziedzinie innowacyjnych materiałów), produkcję proszków do powlekania laserowego oraz w pełni zautomatyzowanych, kompleksowych linii do powlekania laserowego.
NISKA EMISJA HAŁASU I DYMÓW
Minimalna ilość doprowadzonego ciepła, dobre zdolności wiązania się z materiałem podłoża oraz szeroka gama materiałów pozwala oferować opłacalne rozwiązania w zakresie powłok odpornych na zjawiska zużycia.

BEZKOMPROMISOWA WYDAJNOŚĆ NATRYSKIWANIA CIEPLNEGO
ysokie tempo nanoszenia wysokiej jakości powłok przy użyciu łuku elektrycznego, który topi dwa druty rdzeniowe lub lite równocześnie, stanowi o ekonomiczności procesu. Możliwość natryskiwanie dużych powierzchni na miejscu u klienta.
JEDNOLITA POWŁOKA BEZ PORÓW
Przetopienie po natryskiwaniu pozwala uzyskać silne wiązanie metalurgiczne i w pełni zwartą powłokę. Powłoka stanowi optymalne zabezpieczenie o wysokiej odporności na tarcie, korozję i utlenianie.
POWTARZALNA JAKOŚĆ POKRYWANIA
Proces natryskiwania na zimno, z prędkością naddźwiękową zapewniającą maksymalne wiązanie mechaniczne pozwala uzyskać powłoki o jakości kosmicznej w cenach przemysłowych; do wykonania cienkich powłok można stosować różne materiały i super wytrzymałe węgliki.

OPTYMALNA WYDAJNOŚĆ ZA ROZSĄDNĄ CENĘ
Produkty dwuskładnikowe stosowane w temperaturze otoczenia, które nie powodują odkształcenia cieplnego części, umożliwiają wykonywanie szybkich, efektywnych operacji. Zabezpieczenie części, których nie można spawać i/lub które mają złożoną geometrię.

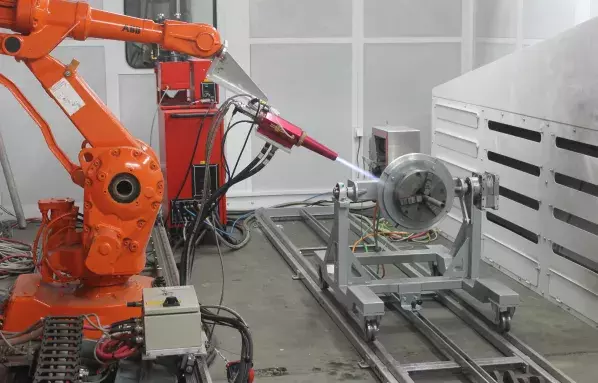
SZEROKI ZAKRES ZASTOSOWAŃ
Castolin Eutectic ma na koncie opracowanie, produkcję i wdrożenie wielu kompleksowych systemów „pod klucz” na całym świecie.
Dostarczyliśmy spersonalizowane, efektywne kosztowo, elastyczne i całkowicie bezpieczne w obsłudze rozwiązania systemowe dla różnych gałęzi przemysłu i przeznaczone do najrozmaitszych zastosowań
Większość linii wyposażona jest w urządzenia sterujące, kabiny dźwiękoszczelne, roboty, stoły obrotowe, wyciągi itp. Wszystkie elementy są idealnie zestrojone, umożliwiając tym samym sprawne działanie linii w trybie automatycznym.
Istotną zaletą oferowanych rozwiązań – obok pełnego monitoringu z wyświetlaniem stanów roboczych i alarmów – jest możliwość ręcznej ingerencji, np. w celu rozbudowy systemu lub regulacji parametrów.

NAJNIŻSZE ROZCIEŃCZENIE, NAJNIŻSZY DOPŁYW CIEPŁA, NIEZAUWAŻALNE ODKSZTAŁCENIA
Zalety procesu - minimalne wymieszanie z materiałem rodzimym, łatwa automatyzacja procesu, łatwość sterowania ściegiem - pozwalają na uzyskanie wysokiej jakości powłok odpornych na zużycie i zastosowanie dla wielu różnych stopów. Idealna metod do stosowania w produkcji seryjnej. W procesie PTA zogniskowana plazma przechodząc przez odporną na ciepło anodę powoduje znaczny wzrost gęstości, energii i temperatury łuku. Materiał dodatkowy w postaci proszku lub drutu zimnego zostaje przekształcony w łuk plazmowy, przy czym łuk i jeziorko spawalnicze są chronione przed wpływem atmosfery gazem osłonowym. Castolin opracował specjalne proszki do metody GAP.

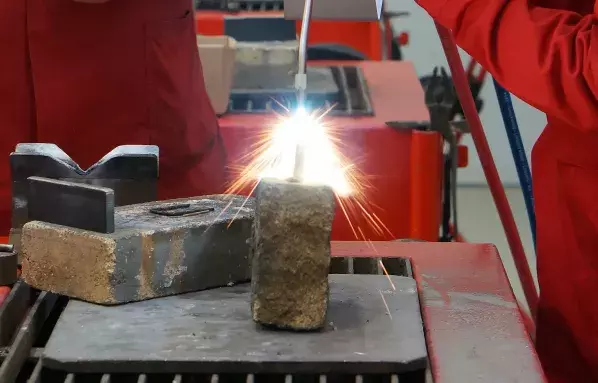
MOŻLIWOŚĆ ZASTOSOWANIA POD WODĄ I W NIESPRZYJAJĄCYCH WARUNKACH POGODOWYCH
Po zajarzeniu łuku między elektrodą otuloną i spawanym elementem, drut rdzenia i powierzchnia obrabianego elementu topią się tworząc jeziorko spawalnicze. Równoczesny rozkład otuliny elektrody powoduje wydzielanie gazów i tworzenie żużla, który chroni jeziorko przed wpływem otaczającej atmosfery. Żużel twardnieje i ochładza się, i musi być usunięty ze spoiny po ułożeniu warstwy (lub przed ułożeniem następnej). Castolin opracował specjalną linię elektrod EutecTrode® wprowadzających niewielką ilość ciepła do obrabianego elementu, przeznaczonych do zastosowań przemysłowych obejmujących napawanie, naprawy i łączenie przy użyciu wysokiej jakości urządzeń do spawania MMA zawierających najnowsze rozwiązania techniczne.

MOŻLIWOŚĆ ZASTOSOWANIA POD WODĄ I W NIESPRZYJAJĄCYCH WARUNKACH POGODOWYCH
Spawanie metodą MIG jest zbliżone do spawania MMA, gdzie ciepło wydziela się podczas formowania się łuku między metalową elektrodą i spawanym elementem. Elektroda topi się tworząc krople. Główna różnica polega na tym, że drut elektrodowy o małym przekroju jest podawany ze szpuli i konieczne jest doprowadzenie gazu osłonowego z zewnątrz. Drut jest podawany w sposób ciągły, przez co proces często nazywa się spawaniem półautomatycznym. Dla ustabilizowania łuku stworzono tryb impulsowy, w którym prąd ma małą wartość niższą od progowej, aby uniknąć zwarć i rozprysku. Przenoszeniem metalu sterują impulsy prądu, z których każdy ma wystarczającą moc do oderwania jednej kropli. Castolin opracował specjalną linię elektrod EnDOtec® (drut rdzeniowy) i CastoMag® (drut lity) do zastosowań przemysłowych obejmujących napawanie, naprawy i łączenie przy użyciu wysokiej jakości urządzeń do spawania MIG/MAG zawierających najnowsze rozwiązania techniczne.

WYSOKA JAKOŚĆ OSADZANIA Z DUŻĄ PRĘDKOŚCIĄ
Elektrody ciągłe do spawania łukiem otwartym zawierają na zewnątrz pasek specjalnego stopu, a ich rdzeń stanowi bardzo gęsto upakowany proszek. Taka budowa pozwala na szybkie układanie wysokiej jakości ściegów podczas nanoszenia powłok odpornych na wszelkiego rodzaju zużycie i podczas łączenia. W tej technologii można stosować szereg stopów o różnym składzie. Castolin opracował specjalną linię drutów samoosłonowych TeroMatec® (drut rdzeniowy samoosłonowy) wprowadzających niewielką ilość ciepła do obrabianego elementu, przeznaczonych do zastosowań przemysłowych obejmujących napawanie, naprawy i łączenie.

WYMAGANE WYSOKIE KWALIFIKACJE OPERATORA
Podczas spawania metodą TIG łuk wytwarzany jest pomiędzy końcem elektrody wolframowej i spawanym elementem w atmosferze gazu obojętnego: argonu lub helu. Intensywny łuk wytwarzany dzięki zastosowaniu elektrody o małej średnicy jest idealny do spawania precyzyjnego, wysokiej jakości. Ponieważ elektroda wolframowa nie topi się w trakcie spawania, ciepło łuku topi materiał podstawowy, a pałeczka spawalnicza jest wprowadzana do jeziorka spawalniczego oddzielnie, w miarę potrzeby. Castolin opracował specjalną linię elektrod CastoTig® przeznaczonych do zastosowań przemysłowych obejmujących napawanie, naprawy i łączenie oraz pełną gamę urządzeń do spawania CastoTig®, zawierających najnowsze rozwiązania techniczne.

OPŁACALNOŚĆ
Cięcie plazmowe uważa się za alternatywę dla technologii cięcia tlenowo-paliwowego. Istotna różnica polega na tym, że gdy w procesie tlenowo-paliwowym następuje utlenianie metalu, a metal topi się pod wpływem ciepła z reakcji egzotermicznej, w procesie plazmowym do topienia metalu wykorzystywane jest ciepło łuku. Zdolność topienia metalu bez jego utleniania ma zasadnicze znaczenie podczas cięcia np. stali nierdzewnej, która tworzy tlenki wysokotemperaturowe. Plazma pozwala równie skutecznie ciąć materiały o małej i dużej grubości. Przy użyciu ręcznego palnika można przecinać blachę stalową o grubości do 48 mm, a mocniejsze palniki sterowane komputerowo pozwalają przebijać i przecinać stal o drugości do 300 mm. Castolin stworzył pełną gamę wysokiej jakości urządzeń do cięcia plazmowego pod nazwą AirJet, zwierających najnowsze rozwiązania techniczne.