Przemysł cukrowniczy
Choose a category




Nawet 3 razy dłuższy okres eksploatacji
Podczas zbiorów trzciny cukrowej, kombajn ulega silnemu zużyciu w wyniku kontaktu z łodygami trzciny cukrowej oraz działania czynników zewnętrznych, takich jak gleba, piach i kamienie z pola. Istnieje wiele elementów kombajnu, które ulegają tego typu zużyciu: rozdzielacze łodyg, rolki podawcze, noże i rolki rozdrabniaczy. Okres eksploatacji podzespołów kombajnu najbardziej narażonych na zużycie można znacznie wydłużyć poprzez utwardzenie powierzchni za pomocą elektrody EnDOtec 6710 XHD lub drutu proszkowego samoosłonowego TeroMatec OA 4603. Możliwość nawet 3-krotnego wydłużenia okresu eksploatacji w porównaniu z okresem eksploatacyjnym części OEM.

Gleba oraz kamienie są przyczyną zużycia
Ścięte odcinki łodyg trzciny cukrowej zebranej przez kombajn należy porozrywać na części, aby odsłonić wnętrze łodygi przed ekstrakcją soku w cukrowni. Ten etap przygotowawczy stanowi jeden z najważniejszych kroków procesu przetwórstwa trzciny cukrowej, gdyż to od niego zależy skuteczność pozyskiwania soku. Pożądany efekt uzyskuje się z użyciem rozdrabniaczy i rozdzielaczy (rozdzielających poszczególne włókna). Tego rodzaju urządzenia rozdrabniają trzcinę za pomocą noży i/lub bijników. Pobierana z zewnątrz gleba oraz kamienie przyspieszają zużycie noży i bijników podczas procesu przetwórczego. Jeśli razem z trzciną cukrową pobierany jest głównie piasek, części te można utwardzić powierzchniowo z użyciem elektrod EnDOtec 6710 XHD lub EnDOtec 4004N, bądź drutu TeroMatec OA 4603 do spawania łukiem otwartym. Jeśli razem z trzciną cukrową pobierane są głównie kamienie, do utwardzenia powierzchniowego tych części można użyć bardziej odpornego na uderzenia drutu TeroMatec OA 4923.
Zwiększ skuteczność ekstrakcji soku
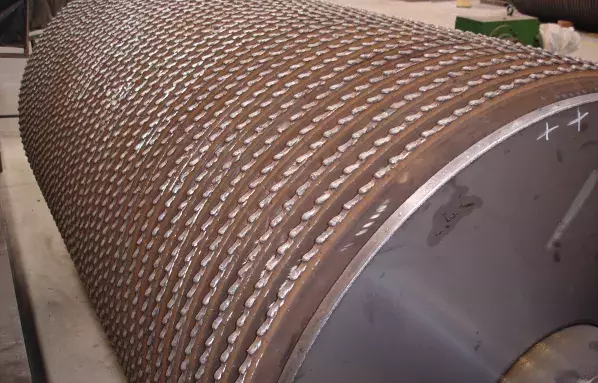
Sok pozyskuje się z rozdrobnionej trzciny cukrowej poprzez rozgniatanie w cukrowni masy ze wstępnie przetworzonych łodyg. Typowa zgniatarka cukrownicza składa się z trzech współpracujących żeliwnych walców (górnego, podawczego i odprowadzającego). Zazwyczaj takie zespoły walców są stosowane sekwencyjnie (jako ścieżka cukrownicza) w celu maksymalizacji skuteczności ekstrakcji. Walce zgniatarki są ponacinane w celu uzyskania profilu rowkowanego (zębów) na całej długości walca. Powierzchnia rowków/zębów jest utwardzana w taki sposób, aby powstał charakterystyczny profil zapewniający efekt „chwytania” surowca, co znacznie zwiększa skuteczność ekstrakcji soku. Na szczycie zębów napawa się naprzemiennie kawałki stopiwa, które tworzą „haczyki” pomagające chwytać rozdzielone włókna. Ponadto, za pomocą innych elektrod lub drutów wykonuje się szorstką fakturę boków zębów, która „chwyta” rozdrobnioną trzcinę. Do przygotowania powierzchni zębów walców zgniatających używa się następujących produktów:
- EutecTrode 4040 lub TeroMatec OA 4617
- EutecTrode 27 lub EnDOtec DO*21
- AbraTec 6710 XHD / EutecTrode 4004N lub TeroMatec OA 4633
- SugarTec GG / SugarMill 1000 lub SugarTec TUB

Ciągłe zużycie w wyniku kontaktu z włóknami trzciny i ziarenkami piasku
Zgrabiarka jest kluczowym podzespołem konwencjonalnej trójwalcowej zgniatarki do trzciny cukrowej. Komponent ten, umieszczony pośrodku trzech walców zgniatających, jest dostosowany do konkretnych warunków roboczych danej zgniatarki. Powierzchnia zgrabiarki również wymaga utwardzenia, gdyż podlega ciągłemu zużyciu w wyniku kontaktu z włóknami trzciny cukrowej i ziarenkami piasku. Typowa metoda utwardzania powierzchni polega na obróbce górnej części zgrabiarki z użyciem drutu EnDOtec 6710 XHD oraz natryskiwaniu i jednoczesnym przetapianiu proszku Eutalloy 10009 na bokach zębów zgrabiarki. W przypadku warunków eksploatacyjnych powodujących ekstremalne zużycie, w górnej części zębów można zastosować lut ElastoDur 7888T lub proszek metaliczny Eutalloy PE 8913.
Odkryj inne branże


Non-machinable electrode for contaminated and porous cast iron. Use as a buffering layer before using other electrodes.