Wydobycie ropy naftowej
Choose a category







Współczesne wyzwania podczas wykonywania odwiertów
W związku ze wzrostem średniej głębokości odwiertów w ostatnim dziesięcioleciu, wiercenia kierunkowe i długodystansowe zyskały na popularności. Takie trajektorie odwiertów charakteryzują się znacznymi odchyleniami (ERD), a powiązany z tym wzrost momentu obrotowego i oporu, powoduje oddziaływanie na przewody wiertnicze niespotykanych wcześniej sił, które przekraczają wszystkie wcześniejsze limity poziomów obciążeń. Tego typu trajektorie stwarzają warunki silnego zużycia rur osłonowych i przewodu wiertniczego, co w coraz większym stopniu utrudnia prace wiertnicze.

Zapobiegaj katastrofalnym awariom zworników
Hardbanding już dawno uznano za skuteczny sposób zapobiegania zużyciu zworników. W latach 90. XX w. hardbanding na bazie węglika wolframu był powszechnie stosowany oraz uznany za główną przyczynę zużycia rur osłonowych. Jednakże, brak hardbandingu, choć spowalniający nieco zużycie rur osłonowych, powodował przyspieszenie zużycia zworników, zmniejszając zdolność rur wiertniczych do skręcania i stwarzając poważne zagrożenie dla prac wiertniczych. Wyzwanie polegało na znalezieniu zrównoważonego rozwiązania skutecznie chroniącego rury osłonowe przed zużyciem i zabezpieczającego zworniki, coraz mocniej obciążane w mocno odchylonych odwiertach ERD. Stosowane kiedyś stopy przyjazne dla rur osłonowych redukowały ich zużycie, jednak powodowały niedopuszczalnie wysokie zużycie zworników. Często dochodziło też do pękania stopów użytych do budowy systemów wiertniczych. W efekcie, zworniki ulegały katastrofalnym awariom, a w niektórych przypadkach sama napoina nałożona w procesie hardbandingu ulegała zniszczeniu w wyniku wykruszania się zwornika.

W CAŁOŚCI OPRACOWANY I WYPRODUKOWANY W NASZYM NOWOCZESNYM ZAKŁADZIE W IRLANDII
Castolin Eutectic wykonuje aplikację napawania na zwornikach rur wiertniczych (hardbanding) na norweskim rynku od ponad 15 lat. W wyniku świetnej współpracy Castolin Eutectic z firmą Statoil, możliwy był wyjątkowo skuteczny rozwój oraz użytkowanie i autoryzacja naszych innowacyjnych stopów OTW. Obecnie, aprobatę Statoil uzyskały OTW 12Ti, OTW 16XS oraz niespawana, opatentowana powłoka MX5 dla urządzeń wiertniczych. Podczas prac nad linią OTW, Castolin Eutectic skonstruował własną unikalną maszynę C-Wear do testowania powłok powstałych w procesie hardbandingu. Testy maszynowe obejmują:
- Testy zużycia materiału rury osłonowej w połączeniu z analizą pełnowymiarowych próbek stopów używanych do hardbandingu
- Testy w konkretnych parametrach płuczki, obejmujące pomiar stopnia zużycia zworników, otworu i rury osłonowej.
- Określenie dynamiki tarcia powłoki hardbandingu.
Dodatkowo, korzystamy z automatycznej maszyny do pomiaru mikrotwardości, maszyny do pomiaru zużycia ściernego ASTM G65 oraz analizatorów chemicznych ICP/XRF, obsługiwanych przez doskonale przeszkolony zespół techników dbających o najwyższy poziom obsługi klienta. Nasz globalny zespół wysoce wykwalifikowanych inżynierów testuje produkty OTW na komponentach aktywnie użytkowanych w terenie w najbardziej ekstremalnych warunkach wiertniczych. Tak trudne warunki eksploatacyjne zapewniają kryteria niezbędne do zrozumienia zjawiska silnego zużycia i wyznaczenia standardów, według których mierzymy wytrzymałość naszych produktów.
Specjaliści w wykonywaniu powłok na stali niemagnetycznej
- Produkcja nowych tulei ochronnych i stabilizatorów do kierowanych systemów wiertniczych, systemów zapisu danych, narzędzi MWD i LWD oraz tulei wiertnic
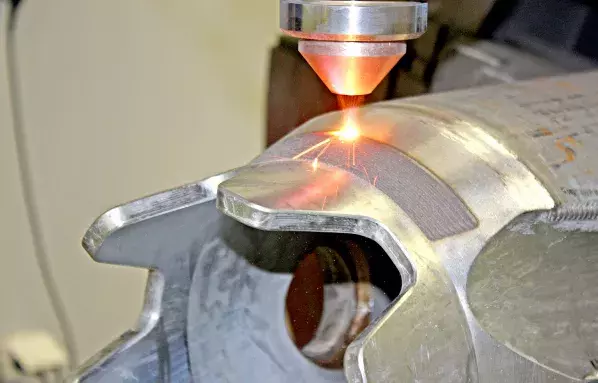
- Lider rynku i specjalista w nanoszeniu powłok na stal niemagnetyczną, również powłok wykonywanych laserowo
- Powłoki między innymi w postaci prętów i płytek z węglika wolframu
- Zatwierdzone i certyfikowane aplikatory Quick-Tip
- Szybka dostawa niemagnetycznych tulei ochronnych ; stała dostępność materiałów niemagnetycznych gwarantująca szybką dostawę i przygotowanie rozwiązań specjalistycznych na zamówienie
- Rozmiary do 17½ cala: na zamówienie dostarczamy rozwiązania specjalistyczne

OD 2 DO 7 RAZY DŁUŻSZY OKRES EKSPLOATACJI W PORÓWNANIU DO PRODUKTU FABRYCZNEGO
Oferujemy frezy tnące o zębach prostych i spiralnych. Liczba, nachylenie oraz kształt zębów mogą być różne. Wyjątkowe rozwiązanie Trio OilTec Services, obejmujące specjalistyczne materiały bazowe, obróbkę cieplną i nanoszenie powłok odpornych na zużycie, umożliwia znaczne wydłużenie okresu eksploatacji frezów tnących. Z doświadczenia wiemy, że nasze frezy tnące wytrzymują od 2 do 7 razy dłużej, niż części oryginalne i obecnie dostępne na rynku powłoki ochronne.
Dzięki zastosowanym przez nas konstrukcjom i materiałom, maleje również zużycie obsad frezów tnących „ poszerzaczy do otworów”. Dzieje się tak, gdyż frezy tnące są bardziej odporne na zużycie, więc kontakt z obsadą staje się mniej agresywny. Ponadto, wzrasta prędkość poszerzania otworów.
Korzyści:
- Dłuższy okres eksploatacji frezów tnących
- Mniejsze zużycie obudowy/obsady „poszerzacza do otworów”
- Niższe koszty utrzymania
- Szybsze poszerzanie otworów
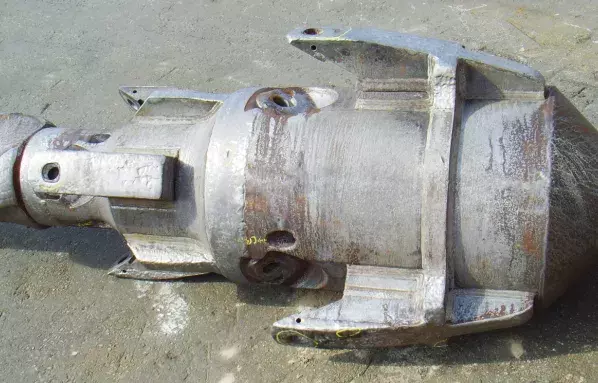
Wykonujemy prace na częściach wielkogabarytowych o masie do 10 ton
- Inspekcja, serwis i konserwacja poszerzaczy do otworów i dużych świdrów
- Naprawa obudów, obróbka cieplna i zabezpieczanie przed zużyciem za pomocą węglików wolframu
- Odbudowa i adaptacja
- Własna produkcja wysokiej jakości frezów tnących
- Wykonujemy prace na obudowach o masie do 10 ton i długości do 6 m

Serwis, konserwacja i zabezpieczenie przed zużyciem
- Inspekcja, serwis i konserwacja świdrów matrycowych i świdrów ze stalową obudową
- Lutowanie srebrem wkładek diamentowych
- Ponowna obróbka frezów tnących
- Zabezpieczanie występów przed zużyciem

Jesteśmy autoryzowanymi wykonawcami obróbki precyzyjnej
- Ponowna obróbka wszystkich frezów do otworów
- Procedury lutowania węglików wolframu
- Lutowanie srebrem frezów diamentowych
- Autoryzowany aplikator do obróbki precyzyjnej z użyciem wkładek tnących, węglików wolframu i diamentów

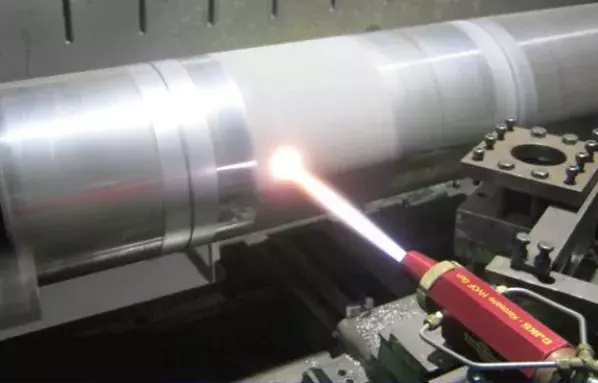
Płomieniowe natryskiwanie naddźwiękowe HVOF powłok z węglika wolframu
- Szlifowanie precyzyjne z użyciem sterowanych komputerowo szlifierek CNC
- Płomieniowe natryskiwanie naddźwiękowe HVOF powłok z węglika wolframu
- Super-polerowanie
- Procedury opracowane w celu naniesienia powłok wysokiej jakości na wszystkie tłoki wysięgników stosowanych w systemach wtykowych
- Średnica do 630 mm, długość do 3000 mm i masa całkowita do 3 ton

ZABEZPIECZANIE POWŁOKAMI HVOF
- Płomieniowe natryskiwanie naddźwiękowe HVOF powłok z węglika wolframu
- Naprawy punktowe wykonywane metodą galwanizacji oraz nanoszenie powłok chroniących przed zużyciem i korozją
- Szlifowanie zaworów kulowych z najmniejszymi tolerancjami
- Super-polerowanie i docieranie

Najlepsza na rynku odporność na zużycie trzpieni o masie do 3 ton
- Szlifowanie precyzyjne z użyciem sterowanych komputerowo szlifierek CNC
- Płomieniowe natryskiwanie naddźwiękowe HVOF powłok z węglika wolframu
- Super-polerowanie
- Sprawdzone procedury nanoszenia wysokiej jakości powłok na wszystkie trzpienie stosowane w przemyśle naftowym i gazowniczym, łącznie z trzpieniami wierteł rurowych oraz trzpieniami pomp gazowych i uszczelniaczy szybów
- Średnica do 630 mm, długość do 3000 mm i masa całkowita do 3 ton

Odbudowa, spawanie pęknięć, obróbka cieplna i zabezpieczanie przed zużyciem
- Inspekcja, serwis i konserwacja wszystkich stabilizatorów wykorzystywanych w przemyśle wiertniczym
- Specjalista w dziedzinie regeneracji stabilizatorów niemagnetycznych
- Naprawa obudów i spawanie pęknięć, obróbka cieplna i zabezpieczanie przed zużyciem za pomocą węglików wolframu
- Powłoki wykonane między innymi z prętów i płytek z węglika wolframu
- Aplikator niemagnetycznych powłok specjalistycznych, również powłok wykonywanych laserowo
- Zatwierdzony i certyfikowany aplikator Quick-Tip
- Odbudowa i adaptacja
- Duże szlifierki dla platform wiertniczych do prac na obudowach o masie do 10 ton, długości 6 m i średnicy zewnętrznej do 48 cali
- Naprawa wszystkich stabilizatorów wiertniczych ze stali i materiałów niemagnetycznych
Masywne komponenty o idealnie wykończonej powierzchni
- Szlifowanie precyzyjne z użyciem sterowanych numerycznie szlifierek CNC
- Płomieniowe natryskiwanie naddźwiękowe HVOF powłok z węglika wolframu
- Polerowanie powierzchni
- Średnica do 630 mm, długość do 3000 mm i masa całkowita do 3 ton