Ropa a plyn
Choose a category







Dnešní výzvy vrtání
Vzhledem k tomu, že se průměrná hloubka vrtu za poslední desetiletí zvětšila, stalo se běžnější směrové a rozšířené vrtání. Tyto trajektorie vrtů, spolu s vysoce odchýlenými drahami (ERD) a souvisejícími nárůsty kroutivé síly a odporu vystavují vrtací tyče nebývalým silám, které převyšují veškeré předchozí limity úrovní napětí. S těmito trajektoriemi se pojí vysoké opotřebení jak pouzdra, tak kolony vrtacích trubek, což operacím vrtání přináší stále větší škody.

Vyvarujte se katastrofickému selhání spojů nástrojů
Tvrdé páskování je již dlouhou dobu považováno za účinný způsob, jak předcházet opotřebení spojů nástrojů. V 90. letech se široce používalo tvrdé páskování karbidem wolframu, které údajně bylo hlavní příčinou opotřebení vnějšího krytí. Absence tvrdého páskování spolu se zpomaleným opotřebením vnějšího krytí však umožnila rychlejší opotřebení spojů, které vedlo ke snížení torzní kapacity vrtací tyče a operace vrtání tak vážně ohrozila. Cílem pak bylo objevit vyvážené, obdobně efektivní řešení, které zajistí ochranu vnějšího krytí před opotřebením i ochranu spojů nástroje, které způsobují horšící se podmínky spojené s vysoce odchýlenými ERD vrty. Dřívější slitiny snižovaly opotřebení vnějšího krytí, ale způsobovaly nepřijatelné opotřebení spojů. Přítomny byly také byly chyby v provedení náchylné na praskliny, po kterých často následovalo rozsáhlé praskání slitinového materiálu. To v některých případech způsobilo katastrofické selhání spojů nástroje a někdy kvůli odlamování ve spojích nástroje dokonce vedlo k selhání samotného tvrdého páskování.

Vše vytváříme a vyrábíme v naší moderní továrně v Irsku
Společnost Castolin Eutectic provádí tvrdé páskování na norském trhu už více než 15 let. Díky skvělé spolupráci mezi společností Castolin Eutectic a Statoil došlo k velmi úspěšnému vývoji, použití a schválení našich inovativních OTW slitin. Statoil dnes pro vrtání schvaluje následující povrchové úpravy: OTW 12Ti, OTW 16XS a nesvařovanou MX5. Během vývoje řady OTW vytvořila společnost Castolin Eutectic svůj vlastní testovací stroj C-Wear tvrdého páskování. Testy prováděné tímto strojem zahrnují:
• materiály vnějšího krytu v kombinaci se vzorky opotřebení v plné velikosti, které byly tvrdě páskovány a napuštěny slitinou
• konkrétní parametry bahna, měření opotřebení spojů nástroje, průchozího otvoru a vnějšího krytu
• dynamika tření zavedené povrchové úpravy tvrdým páskováním
Kromě toho používáme automatizovaný stroj mikro tvrdosti, stroj testování opotřebení třením G65 a jednotky chemické analýzy ICP/XRF, které obsluhuje dobře vyškolený, na zákazníka zaměřený tým techniků. Náš globální pracovní tým kvalifikovaných inženýrů testuje produkty OTW na komponentech aktivního pole za těch nejextrémnějších podmínek vrtání. Tato náročná prostředí poskytují potřebná kritéria pro porozumění fenoménu vážného opotřebení a nastavují standard, podle kterého měříme integritu našich výrobků.
Specialista na povrchové úpravy nemagnetické oceli
- Nová výroba pouzder a stabilizátorů proti opotřebení pro říditelné vrtací systémy, dřevorubecké systémy, MWD nástroje, LWD nástroje, pouzdra vrtacích motorů
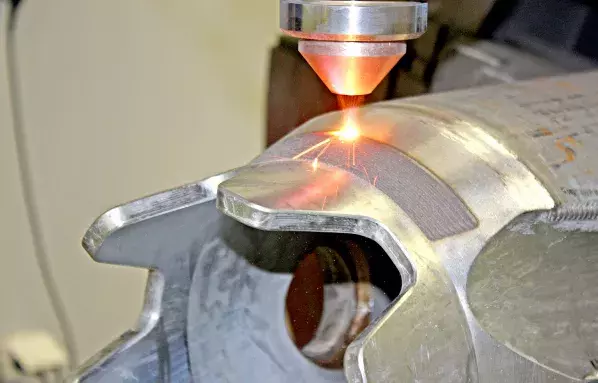
- Vedoucí průmyslového odvětví a specialista na povrchové úpravy nemagnetických ocelí, včetně laserového oplášťování
- Povrchové úpravy zahrnují tyče a dlaždice z karbidu wolframu
- Schválené a certifikované aplikátory Quick-Tip
- Krátké doby dodání nemagnetických pouzder proti opotřebení; nemagnetické materiály neustále na skladě, jež umožňují krátké doby doručení, a speciální řešení na požádání
- Velikosti až 17½ palce: speciální řešení na požádání.

2 až 7krát delší životnost než původní materiál
Námi nabízená provedení řezacích kotoučů zahrnují jak rovné, tak zahnuté ozubení. Počet zubů, úhlů a tvarů se liší. Jedinečným řešením, jak prodloužit životnost řezacích kotoučů, je Trio OilTec Services, které nabízí speciální základové materiály a tepelné opracování v kombinaci s povrchovými úpravami odolnými proti opotřebení. Ze zkušenosti plyne, že řezací kotouče vydrží 2 až 7krát déle než původní materiál a povrchové úpravy, které jsou momentálně nabízeny na trhu.
Díky těmto provedením a volbě materiálu dochází také ke snížení opotřebení na sedlech „přibírače vrtu“. Toho je dosaženo díky vyšší odolnosti řezacích kotoučů a méně agresivnímu kontaktu se sedly. Navíc dochází ke zvýšení rychlosti přibírání vrtu.
Výhody:
- Delší životnost řezacího kotouče
- Menší opotřebení těla/sedel „přibírače vrtu“
- Nižší náklady na údržbu
- Rychlejší vrtání otvorů
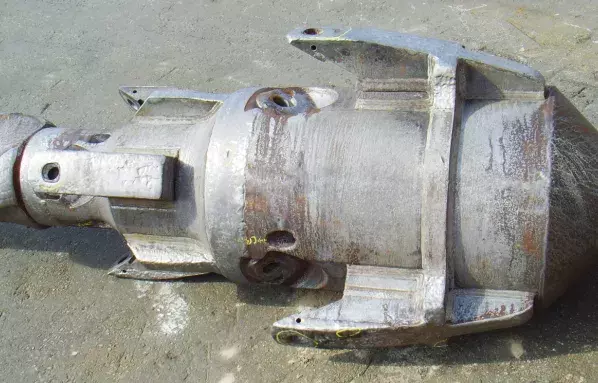
Pracujeme s díly velkých rozměrů do hmotnosti 10 tun
- Kontrola, servis a údržba přibíračů vrtu a velkých vrtacích břitů
- Oprava těla, tepelné opracování a ochrana před opotřebením pomocí karbidů wolframu
- Přestavba a úpravy
- Vlastní výroba vysoce kvalitních řezacích kotoučů
- Manipulace s tělesy o hmotnosti až 10 tun a délce 6 metrů

Servis, údržba a ochrana před opotřebením
- Kontrola, servis a údržba matricových a ocelových vrtacích břítů
- Pájení diamantových vložek stříbrem
- Oprava řezacích kotoučů
- Ochrana ramene před opotřebením

Jsme schválenými aplikátory přesného opracovávání
- Oprava všech různých vrtných mlýnů
- Procedury pro aplikaci karbidu wolframu
- Stříbrné pájení diamantovými kotouči
- Schválený aplikátor pro přesné opracovávání řezacími nástavci, karbidem wolframu a diamanty

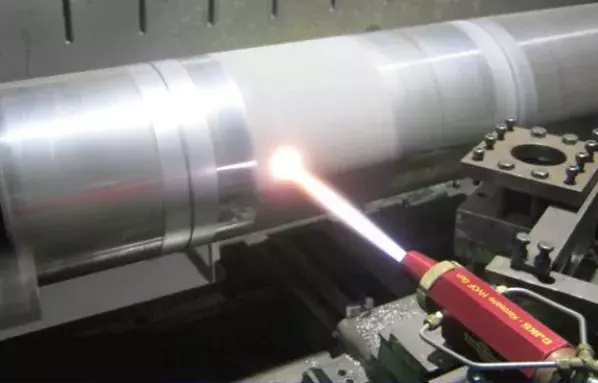
Tepelně sprejované HVOF s povrchovými úpravami z karbidu wolframu
- Přesné broušení diamantovým kotoučem pomocí CNC brusek
- Tepelné sprejování HVOF s povrchovými úpravami z karbidu wolframu
- Super leštění
- Procedury sloužící k aplikaci vysoce kvalitních povrchových úprav na všechny trnové písty používané v rámci zástrčkových systémů
- Průměr až 630 mm, délka 3000 mm a celková hmotnost až 3 tuny

Chráněno povrchovými úpravami HVOF
- Tepelné sprejování HVOF s povrchovými úpravami z karbidu wolframu
- Elektrolytické pokovování pro selektivní bodové opravy a povrchové úpravy pro ochranu před opotřebením a korozí
- Broušení kulového ventilu na ty nejjemnější povolené odchylky
- Super leštění a překrývání

Nepřekonatelná odolnost proti opotřebení upínacích trnů do hmotnosti 3 tun
- Přesné broušení diamantovým kotoučem pomocí CNC brusek
- Tepelné sprejování HVOF s povrchovými úpravami z karbidu wolframu
- Super leštění
- Procedury zavedené pro aplikaci vysoce kvalitních povrchových úprav na všechny upínací trny používané v ropném a plynárenském průmyslu, včetně smykačů, trnů zvedaných plynem a trnů těsnicích manžet
- Průměr až 630 mm, délka 3000 mm a celková hmotnost až 3 tuny

Přebudování, svařování prasklin, tepelné opracování a boj s opotřebením
- Kontrola, servis a údržba všech stabilizátorů používaných v průmyslu vrtání
- Nemagnetický speciální stabilizátor
- Oprava těla a svařování prasklin, tepelné opracování a ochrana před opotřebením pomocí karbidů wolframu
- Povrchové úpravy zahrnují tyče a dlaždice z karbidu wolframu
- Aplikátor nemagnetických speciálních povrchových úprav, včetně laserových povrchových úprav
- Schválený a certifikovaný aplikátor Quick-Tip
- Přestavba a úpravy
- Velké pobřežní brusné kotouče pro práci s tělesy o hmotnosti až 10 tun a délce až 6 metrů; OD až 48 palců
- Oprava všech stabilizátorů vrtání z nemagnetického a ocelového materiálu
Obrovské díly s bezchybnou povrchovou úpravou
- Přesné broušení diamantovým kotoučem pomocí CNC brusek
- Tepelné sprejování HVOF s povrchovými úpravami z karbidu wolframu
- Leštění povrchů
- Průměr až 630 mm, délka 3000 mm a celková hmotnost až 3 tuny