Glass
Choose a category





How are glass containers made
All glass containers are formed in two stages. The piece of glass, known as a ‘gob’ is preformed in a blank mould by either blowing to shape or pressing with a plunger. The ‘gob’ of glass is cut to the correct shape and weight in an overhead furnace and gravity fed into the blank mould. The finished glass container is then blown in the finished mould. Containers made by blowing the preform and the final shape are known as blow-blow production. Containers made by pressing the preform with a plunger and blowing the final shape are known as press and blow production. Glass forming machines are made in several ‘sections’. Each section comprises up to four moulds and are known as ‘single gob’, ‘double gob’, ‘triple gob’ or quad gob.
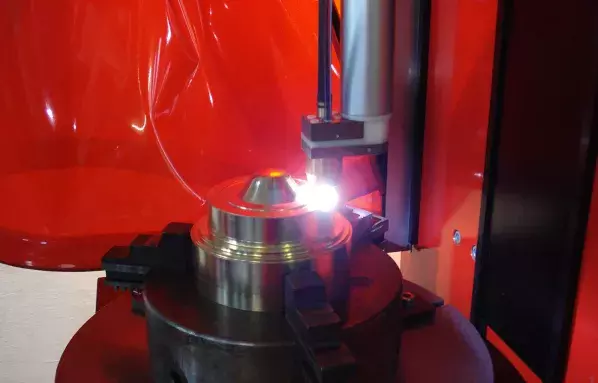
Our long experience with Glass mould repairs
The traditional material used for the production of glass container moulds is cast iron. Castolin Eutectic’s range of powders for Spray/Fuse, Eutalloy® RW and PTA have all been developed to coat the full range of different cast iron alloys currently used within the industry in all the required hardnesses. The use of Bronze, particularly for Blowmoulds, Bottom Plates and Neck Rings, has become increasingly popular as the glass manufacturers seek to increase the thermal conductivity of the components and therefore the speed of the process. Castolin Eutectic’s range of PTA Powders have been specifically developed to weld and protect Bronze components in a range of hardnesses. Similarly, the range of Eutalloy® RW powder are equally suited to coating steel as they are traditional cast iron.

Ready-to-install
- Extend the life of glass transport chutes up to 5 times by purchasing ready-to-install chutes, liners, hoppers and other wear prone parts.
- Fabricated from one of 8 abrasion resistant CastoDur Diamond Plate (CDP®) wearplate options.
- Chromium and Tungsten carbide alloys
- Hardnesses from 54 to 71 HRC
CastoTubes® to transport fiberglass
For a manufacturer of fiberglass insulation, melted fiberglass is forced through cullet chutes, originally made out of a ceramic half pipe. The original service life of the ceramic half pipe was only 6 months. The part was subject to heat and abrasion. Castolin Eutectic introduced CastoTubes®, internally hardfaced pipes with complex carbides (4666). This application has been running for over 2 years and is still withstanding the extreme abrasive environment.

Suffering from abrasion
During the bottle manufacturing process, the rejects are recycled. As the glass containers are still red hot, their defective parts go through a reject chute and fall inside a bin for future recycling. The previous solution consisted of a chute made out of mild steel plate, but that would wear rapidly. The company had frequent unplanned stoppages to perform repairs and patches. Our service workshops manufactured the chutes with CDP® premium chromium carbide wear plate. This is giving the customer tremendous life prolongation. Abrasion is the main type of wear in this case. The large chute at the bottom is for the manual discharge of defect parts. The small and thin chute on top is for automatic rejects as air is blown into it.

Our service workshops manufacture turnkey parts
A leading glass bottle manufacturer makes all kind of glass containers, going from beer bottles and jars to custom and limited edition glass containers for different industries. The main raw materials used in the glass manufacturing process are recycled glass (cullet), sand (silica) and chemicals. To calibrate the right amount of raw material to be used, each one of these ingredients is funneled through a three-legged pipe. The original solution was a three-legged funnel chute made out of mild steel, which would wear out rapidly. As this complex funnel chute plays a key role in the manufacturing process, any failure would create the shutdown of the plant. Our Service workshops manufactured a new three-legged funnel chute with CastoTubes®. It was a custom construction, turnkey solution ready to be installed. The construction was so precise that it took little time for the replacement, with virtually no production loss.

Increase life up to 4 times
- Protect your investment, increase life up to 4 times by lining your mixer with our CDP® wearplates.
- Ready-to-install mixer pans produced to customer specifications from complex chromium carbide wearplate.
- Minimize downtime and reduce maintenance costs.
- Available in thicknesses ranging from 1/4” up to 3/4”

Ensure greater productivity and higher quality
- Although Ni-Hard cast iron mixer paddles resist abrasion, they are fragile and prone to breakage.
- Castolin Eutectic produced mixer paddles made from our complex chromium carbide wearplate offer 200% better durability than Ni-Hard.
- Overlay the edges and other high wear areas with a tungsten carbide alloy for unequalled wear protection

Does this look familiar?
Transport screws are widely recognized as one of the most efficient systems for material handling. In addition to conveying of solid, semi-solid, wet and sticky materials, they are also used in production processes for drying, cooling and mixing. These processes cause extensive wear damage to the screw/auger flights and the shafts. Equipment fails, causing loss in productivity and expensive repairs or the need for replacement parts.

Advanced technologies for abrasion, erosion and corrosion wear
- Our wear experts repair and protect screws and augers to extend service life
- Via thermal spray coatings, specialty hardfacing alloys or CDP® wearplates
- Multiple coatings applied to provide the best solution to combinations of wear
- Job performed in our fully equipped Service workshops or on-site
Discover other industries



A user friendly, advanced industrial thermal spray coating system