

CaviTec GMA
Uniquely Engineered Electrodes and Wires Designed to Resist Severe Cavitation-Erosion Damage
A patented, proprietary alloy uniquely engineered to resist damage from severe cavitation-erosion. CaviTec is manufactured under license from Hydro-Quebec-Canada. CaviTec, with its enhanced properties, is an austenitic-type alloy containing controlled amounts of chromium, cobalt, silicon and maganese. The finely controlled balance of these elements significantly improves strain-hardening and shock-dampening properties. The result: improved resistance to cavitation-erosion.
CaviTec is proven to last up to six times longer than traditional stainless steel overlays. This high strain, work-hardening austenitic stainless steel delivers maximum protection for areas needing frequent or major repairs. CaviTec’s all position weldability also makes controlled overlapping and profiling very easy to do. Essentially an austenitic γ-phase structure. This metastable phase transforms under cyclical stress to an α-martensitic phase which results in a very fine deformation twinning.
Recommended welding procedure:
Preparation: Remove damaged area with arc-air or plasma gouging. Grind gouged surface to remove oxides and slag. Minimum depth of preparation should be 3.2 mm or 1/8”. If the refill depth is greater than 9.5 mm or 3/8” first fill with a grade 309L. This preparation is needed to maintain a maximum CaviTec deposit depth of 9.5 mm or 3/8”.
Technique: Maintain a medium-to-short arc and incline the electrode at a 45° angle in the direction of travel. The preferred bead profile should be a non-weave. Backfill craters to reduce crater-cracking tendencies.
Post-welding: Grind to profile.
(* In highly stressed regions of the turbine runner it is recommended that a buttering layer of 309L be deposited. In such cases, the minimum depth of preparation should be increased to 1/4“ (6mm).)
Technique: Maintain a medium-to-short arc and incline the electrode at a 45° angle in the direction of travel. The preferred bead profile should be a non-weave. Backfill craters to reduce crater-cracking tendencies.
Post-welding: Grind to profile.
(* In highly stressed regions of the turbine runner it is recommended that a buttering layer of 309L be deposited. In such cases, the minimum depth of preparation should be increased to 1/4“ (6mm).)
Description
A patented, proprietary alloy uniquely engineered to resist damage from severe cavitation-erosion. CaviTec is manufactured under license from Hydro-Quebec-Canada. CaviTec, with its enhanced properties, is an austenitic-type alloy containing controlled amounts of chromium, cobalt, silicon and maganese. The finely controlled balance of these elements significantly improves strain-hardening and shock-dampening properties. The result: improved resistance to cavitation-erosion.
CaviTec is proven to last up to six times longer than traditional stainless steel overlays. This high strain, work-hardening austenitic stainless steel delivers maximum protection for areas needing frequent or major repairs. CaviTec’s all position weldability also makes controlled overlapping and profiling very easy to do. Essentially an austenitic γ-phase structure. This metastable phase transforms under cyclical stress to an α-martensitic phase which results in a very fine deformation twinning.
Recommended welding procedure:
Preparation: Remove damaged area with arc-air or plasma gouging. Grind gouged surface to remove oxides and slag. Minimum depth of preparation should be 3.2 mm or 1/8”. If the refill depth is greater than 9.5 mm or 3/8” first fill with a grade 309L. This preparation is needed to maintain a maximum CaviTec deposit depth of 9.5 mm or 3/8”.
Technique: Maintain a medium-to-short arc and incline the electrode at a 45° angle in the direction of travel. The preferred bead profile should be a non-weave. Backfill craters to reduce crater-cracking tendencies.
Post-welding: Grind to profile.
(* In highly stressed regions of the turbine runner it is recommended that a buttering layer of 309L be deposited. In such cases, the minimum depth of preparation should be increased to 1/4“ (6mm).)
Technique: Maintain a medium-to-short arc and incline the electrode at a 45° angle in the direction of travel. The preferred bead profile should be a non-weave. Backfill craters to reduce crater-cracking tendencies.
Post-welding: Grind to profile.
(* In highly stressed regions of the turbine runner it is recommended that a buttering layer of 309L be deposited. In such cases, the minimum depth of preparation should be increased to 1/4“ (6mm).)
Applications
- Francis turbines
- Kaplan turbines
- Propeller turbines
- Bulb turbines
- Draft tubes
- Impellers
- Pumps & valves
- Wicket gates
Related Documents
Technical Data
Typical Hardness (HV50)
250-280 - as deposited270-300 - A27 plain carbon steel230-260 - 308/309 stainless steel
Typical Work (HV50)
400-450 work hardened
Current polarity
DCEP (DC+)
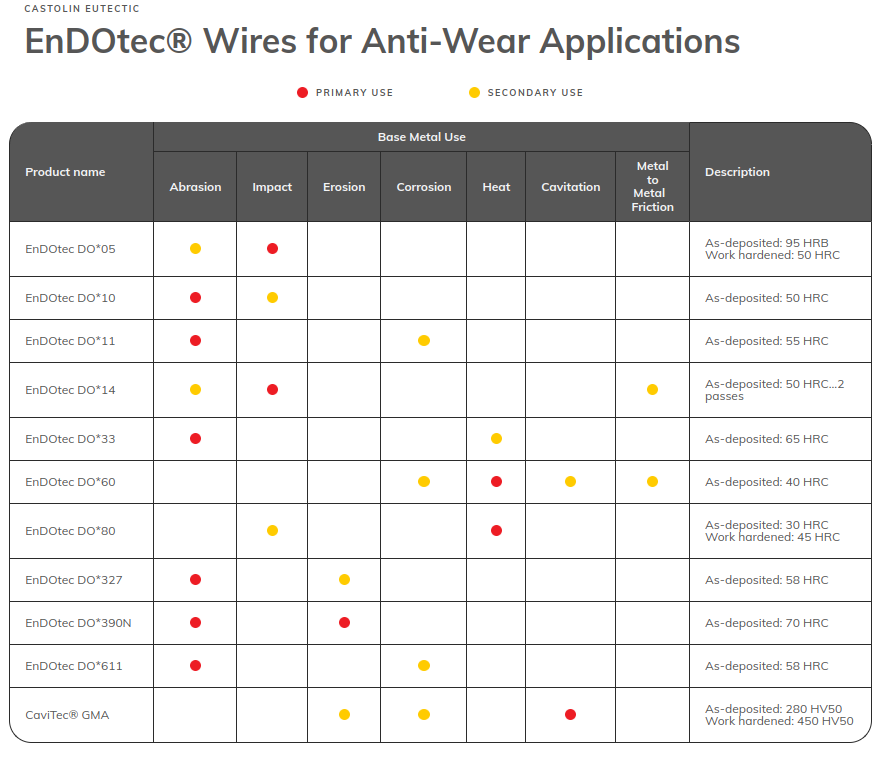
Product Selection
This table will help you select the right product depending on the wear phenomena involved and the base metals.
Castolin Eutectic


