Choose a category





Advanced High-Speed VRM Repair Concept
A key concern of any cement plant is the availability of the critical processing equipment, particularly crushing and grinding machines. The downtime during refurbishment is a major cost, and there is continual pressure to reduce this time and permit the plant to return to full production status. Castolin Eutectic has responded to this call and developed a new Advanced High-Speed Repair Concept. This concept is based on a comprehensive approach to VRM and includes advanced welding equipment technology, application developed welding consumables, advanced automation and data logging, multi-head control, modern logistics, and a dedicated VRM package and team. This Advanced High-Speed VRM Repair Concept delivers to industry today the highest grinding performance and the fastest refurbishment speed: 36 hours for 3 or 4 rolls and a table. Occasionally this concept even totally avoids any kiln stoppage if the customer has the possibility to store the needed or produced material temporarily.

Improve your energy efficiency
The VRM’s function is to crush the materials into very fine particles, just prior to being stored or after the primary crushers. The VRM components are subjected to severe wear which can increase dramatically when high silica content is found in the raw materials or where mills are grinding slag. It is known that the largest area of energy consumption in manufacturing cement is in the finish milling process. Consequently, such wear problems can significantly influence the profitability of a plant. A worn VRM roller profile also reduces grinding efficiency, increasing energy demands further.

Are you looking for a stress-free VRM repair without dismantling?
Castolin Mobile Services arrives with fully equipped mobile units offering an optimal on-site service with lightweight state-of-the-art welding machines, Castolin Eutectic’s own power distribution, frequency controller, auxiliary drives for roller and table and wire transportation with a reach of up to 25 meters. Integrated computer-controlled X-Y-Axis for torch movement and semi-automatic welding mode come to combine this Advanced High-Speed VRM Repair Concept mobile package.

In-house repairs in our workshops
Castolin Services Workshops have gained experience of welding wear parts for Vertical Roller Mills since the early 90s. Today we have 7 Castolin Services Workshops worldwide, which are able to deliver in-house solutions with state-of-the-art equipment. A high degree of automation guarantees a constant quality level of the coatings and accordingly excellent and reproducible performance of the wear parts. The exact rebuilding of the missing wear profile with high performing in-house developed cored wires is the main target.
Protect mills from damage
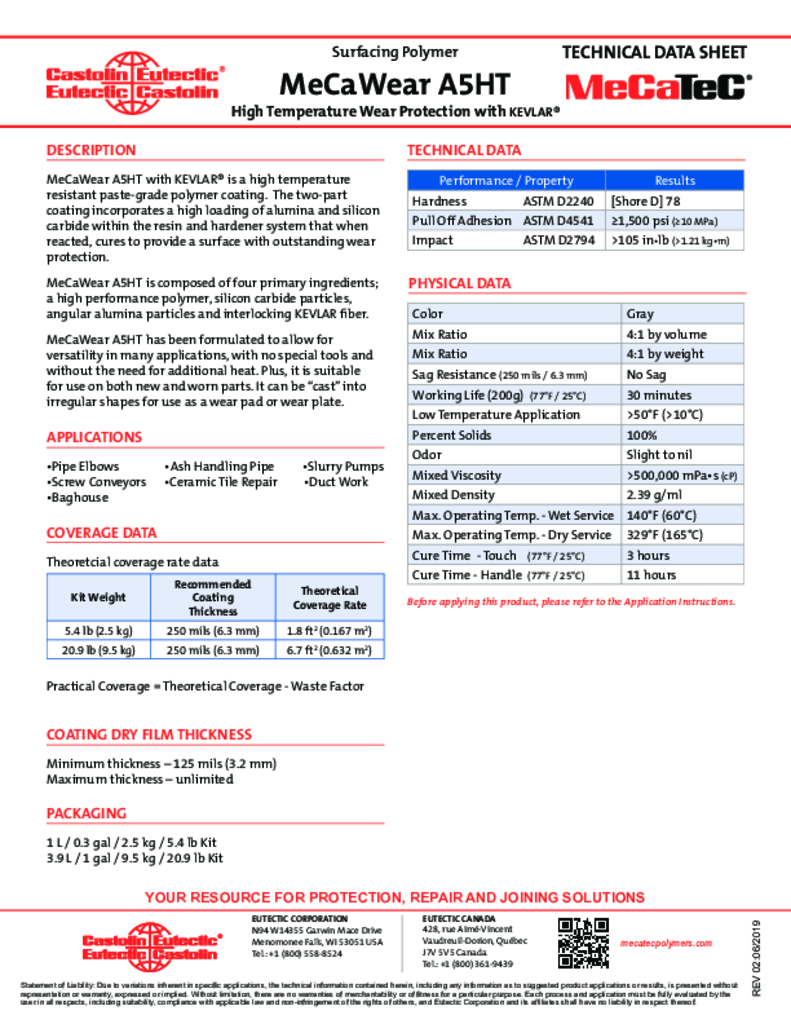
Fabrication and installation of cyclone separator inner cone lining was under process with CDP® XuperWave 4624, but the bottom cone fabrication was not possible due to the non-availability of a proper bending machine. To overcome the issue of end cone, MeCaWear® A5HT with thickness 6 mm was suggested. To achieve the required thickness of 6 mm, two layers of MeCaWear® A5HT were applied. Even after 1.5 years of service life, the MeCaWear® A5HT was intact.

Massive components
One of the major problems in the manufacturing of cement has always been maintenance and efficiency of the kilns. These are large, round, fabricated steel tubes, up to 4.5-6 meters in diameter, and somewhere between 45-150 meters long. Since they are lined with fire- resistant refractory brick, constantly rotating on rollers (spaced approximately every 15 meters), and heated internally to 1450 °C, they are susceptible to serious operating and maintenance problems. The longer the kiln, the greater these problems can be, especially with respect to cracking and misalignment of the rollers.

Dedicated electrodes and strict procedures
High pressures and contact stresses acting on the tyre surfaces during service can cause surface cracking and the detachment of large splinters. The excessive cost of a kiln tyre and long downtime period results in the need for a successful weld of the splinter back to the tyre. Traditional pre-heat is usually impractical due to the mass. Success is possible with the combination of a local heating campaign, our specialty low heat manual metal arc welding electrodes and an exact procedure. Significant cost savings can be established and only a short total downtime will occur.

Pads are also subject to cracks
The kiln tyre pads are bolted to the kiln shell and locate the kiln tyre in the correct position. Cracks can occur in some of the welds on the pad sections. These cracks could cause loosening of the pads and expensive kiln tyre damage. With Castolin Eutectic know-how and products, we can remove the cracks using manual metal arc gouging giving a successful and secure repair.

Improve fan efficiency
Fans, as any high speed rotating machine, have to be perfectly balanced in order to operate smoothly. Vibrations can seriously damage important components such as fan bearings and surrounding structure and, therefore, increase downtime and maintenance costs. Once the blades are severely worn-out, airflow dynamics are altered and consequently, the flow rate will be reduced and energy consumption will increase. Castolin Eutectic wear-resistant coatings not only extend the fan service life but also save energy and decrease other component maintenance costs.

For manufacturing large centrifugal fans & casings
For improving equipment service life and, consequently, allowing a more regular process with lower energy consumption, a full range of solutions are available. Most common is our pre-fabricated bi-metallic wearplates (CDP®) made by depositing a highly wear-resistant alloy on top of a standard construction steel plate using either welding or powder fusing technologies. They are utilized as liners or, when mechanical stress is low, even as structural parts. They are regularly used for manufacturing large centrifugal fans and also casings. After more than 20 years of experience gained in repairing and replacing fan parts, we have built a thorough knowledge of erosive wear phenomena that occur rapidly on rotating machines. This know-how allowed us to develop dedicated solutions for fans such as our XuperWave welding pattern.

Both in our workshops and on-site
Arc-spray wear-resistant coatings are applied on thin parts or lightweight fans that are working in an airflow which is not too heavily charged with particles, but still require a cost-efficient protective layer. Erosion and corrosion solutions are available for complex geometries such as airfoil blades that can easily be coated in our workshops, as well as directly on-site when equipment needs to be repaired. Ready-to-use parts are produced, cut and formed in our facilities while arc-spray coatings can either be made in our spraying booths or directly at your premises.

For extremely demanding cases
VentiTec coatings have been specifically developed for extremely demanding cases. They are typically used by Original Equipment Manufacturers (OEMs), that need:
- Extreme erosion resistance: We provide nickel-based coatings with up to 60% of tungsten carbides as well as NanoAlloy® iron-based coatings.
- High strength steel substrates: Difficult to weld steels such as 1.8928 (S690QL) an 1.8988 (S690QL1) can be protected without dramatic drop of mechanical properties.
- Good flatness and smooth coating surface. Particular attention is given during the coating process to limit deformation and keep the overlay surface smooth which eventually leads to an easier part assembly and limits wear rate. Manufacturing parameters are also optimized for having a good interface between coating and the steel substrate (low dilution).
In order to optimize the overall fan wear resistance, various alloys can be applied to different zones. Thus, critical positions will have extremely resistant coatings, while the less exposed to wear will be coated with an alloy that offers sufficient resistance. As a result, the wear-resistance is optimized while the cost is kept to the minimum. Due to the high content of carbides in our VentiTec coatings, cutting and forming parts require experience and correct machines. Consequently, we provide to our customers ready-to-assemble parts.

Latest solutions for abrasion and impact wear
Our wear protection experts design and build chutes and liners to your specifications
• Chutes build from superior wearplate, expertly placed to resist combinations of wear.
• Fully equipped workshops with the latest technology
• Rigid quality control procedures
• Ready-to-install chutes save you time and money

Protection of chutes against linear erosive wear
- Extend service life for chutes with XuperWave-S sinus wave pattern
- Ideal for chutes exposed to fine particles at high velocity
- Maximum protection against linear erosive wear
- Prevents fine particle tracking at points most susceptible to wear such as the stress cracks and weld bead overlap
- Reduces wear by up to 30% over conventional straight weld bead pattern
Discover other industries
CDP® 4666 is a composite material made of a structural steel backing and a hard weld surfacing, corresponding to DIN 8555
CastoTubes® are Castolin Eutectic's response to the market request for erosion-resistant pipe sections and elbows.