Our Technologies to best serve you
Choose a category
-
Protective Coatings Thermal Spraying
-
Image
 Coating
Coating -
Image
Welding
-
Image
Brazing
-
Image
CDP® wearplates and CastoTubes®




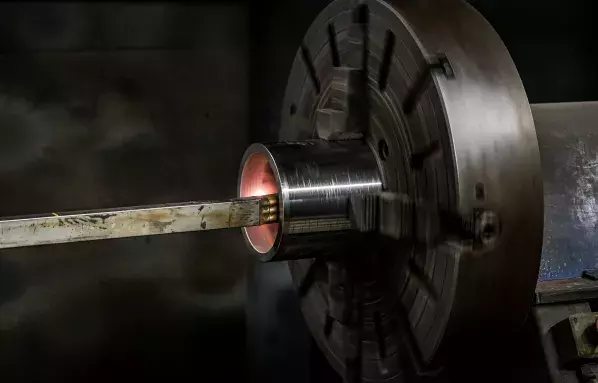
Our cutting-edge protective coatings are designed to enhance surface engineering across diverse industrial applications. Our thermal spray coatings provide superior resistance to wear, corrosion, and high temperatures, making them ideal for industries such as power generation, oil and gas, and manufacturing. Backed by over a century of expertise in surface engineering, we support our clients with end-to-end solutions—from surface preparation and application to inspection and performance monitoring—helping them reduce downtime, lower maintenance costs, and boost operational efficiency.
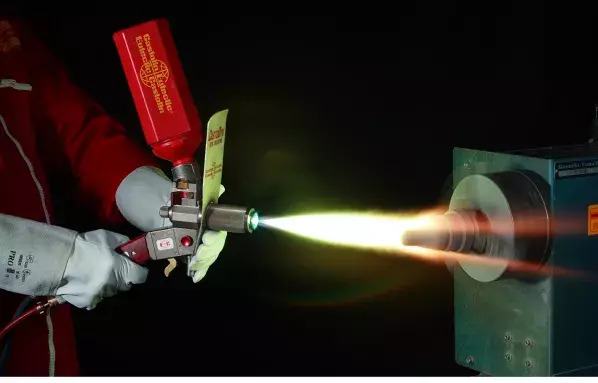
Castolin Eutectic is a European leader in thermal spray technology, delivering high-performance protective coatings that extend the life of critical components in demanding industrial applications. Our flagship solution, High Velocity Oxy-Fuel (HVOF) coating, is available across major European markets.
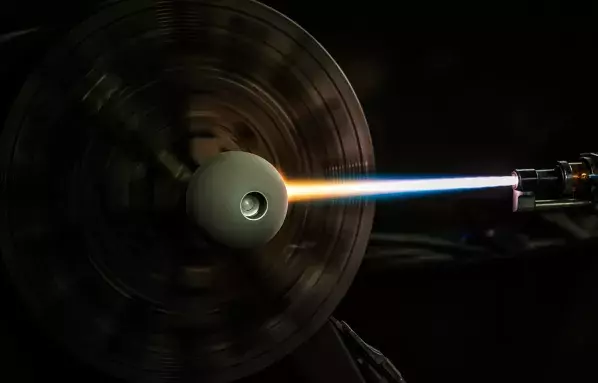
Renowned for its exceptional hardness, density, and bond strength, HVOF is ideal for combating wear, corrosion, and extreme operating conditions in industries such as aerospace, energy, steel, and cement. Complementing HVOF, we also offer plasma spray, arc wire, and flame spray technologies, ensuring a tailored approach to every surface engineering challenge.
With strategically located service centers and mobile on-site teams, Castolin Eutectic provides fast, reliable access to advanced coating solutions throughout Europe. From precision plasma coatings in Switzerland to boiler coating services in Austria, our offerings are adapted to local industry needs while maintaining global quality standards.

In the UAE, Castolin Eutectic operates a dedicated thermal spray coating division based in the Jebel Ali Free Zone. Our team specializes in advanced technologies like HVOF (High Velocity Oxy Fuel) and ARC SPRAY processes, delivering high-performance coatings for critical components in the oil and gas sector. We use high-performance tungsten carbide, ceramic, stellite, and inconel powders to protect equipment exposed to severe metal loss, erosion, or corrosion. From in-house recarbiding to on-site coating solutions, we ensure increased durability, performance, and service life for your assets.
Also, Castolin Eutectic has developed a technology which serves as an alternate for hard chrome plating solution. HCA (Hard Chrome Alternate) is well suited as a replacement for hard chrome plating or HVOF coatings on hydraulic cylinders, disposable cylinder liners, and other products to provide wear resistance and retain while offering high surface finish which is required in a variety of applications.
HCA is achieved by simultaneously spraying alloy-1 and alloy-2 wires which are innovated by CASTOLIN, with a twin wire arc spray process (one wire of alloy-1 and one wire of alloy-2). The two wires are alloys of uniquely different properties to form an advanced composite structure.
The result of this composite structure is a coating which combines high finish approaching the hard chrome plated surface.

Castolin Eutectic's thermal spray coatings are commonly used in a variety of industries, including:
- Oil and Gas: Particularly in the Middle East, where advanced technologies like HVOF and laser cladding are utilized.
- Power Generation: Including biomass power plants and coal-fired power generation.
- Manufacturing: General manufacturing applications benefit from enhanced durability and wear resistance.
- Steel Industry: Thermal coatings are used to protect components in steel production.
- Waste-to-Energy: Facilities that convert waste into energy use thermal spray coatings for protection and efficiency.
- Pulp and Paper: Coatings are applied to components in pulp and paper production to improve longevity and performance.
- Copper Smelting: Thermal spray coatings are used to protect equipment in copper smelting operations.

Part distortion is avoided
The arrival of High Power Direct Diode (HPDD) laser technology a few years ago started to drastically change the landscape of hardfacing. The HPDD technology was able to maintain its high power efficiency and quality, whilst dramatically reducing the cladding time and cost. With the introduction of the first 8KW HPDD laser in Europe by Castolin Eutectic, the full advantages of this breakthrough can now be exploited. To date, 4 diode LaserClad units are installed within Castolin Eutectic premises globally. Our offer includes laser coating serices (deposition of thick coatings on large parts, precision cladding with thin coatings on small parts, repair and maintainence of industrial parts, R&D support for novel materials), manufacturing of Laser Cladding powders and fully automated and integrated laser cladding facilities.
Low level of noise and fumes
Minimum thermal input, good bonding achieved with substrate material, and wide range of alloys mean cost-effective coating solutions for a wide range of wear problems.

Highest productivity thermal spraying process
High deposition rates achieved using electrical arc melting of two cored or solid wires simultaneously means high-quality alloy coatings achieved at affordable prices. On-site spraying for large surfaces.

Homogeneous and pore-free coatings
Subsequent fusing gives true metallurgical bonding and a fully dense coating. This means optimum coating quality, excellent for severe abrasion, corrosion and oxidation.
Repeatable coating quality
Cold spray process at supersonic particle speeds for maximum mechanical bonding means aeronautic quality coatings available at industrial prices, variety of materials and superhead carbides can be applied in thin layers.

Perfect balance between affordability & performance
Two-component products applied at ambient temperature means no thermal distortion of parts, very rapid and easy procedures. Protection for unweldable parts and/or complex geometry.

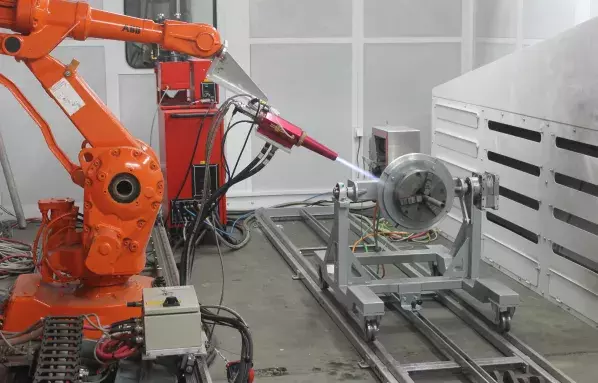
For maximum customization
Castolin Eutectic has designed, manufactured and commissioned many Turnkey Integrated Systems on a global basis. We have serviced several industries and applications with tailored made system solutions that are fully engineered, cost efficient, flexible and have state of the art safe operating features. Typical designs include control equipment, sound-proof cabins, robots, turn tables, extraction, etc. These components are fully integrated for operation in automatic mode. As well as providing full monitoring with operational status and alarms, the systems also allow manual intervention for further development and optimisation of parameters.

Lowest dilution, heat input, distortions
Minimal dilution of the base material, readily automated, easily controlled welding bead means for you high quality and wear resistant coatings in a wide variety of alloys. Excellent for series production. In the PTA process, the plasma is focused while forced through the heat resistant anode, causing a considerable increase of the arc density, energy and temperature. The welding filler alloy, in microatomised powder or cold wire form, is conveyed into the plasma arc column where a shielding gas protects the weld pool from the atmosphere. Castolin has developed special powders for GAP applications supported by a complete high-quality GAP equipment range.

Effective even underwater or on windy, stormy weather
When an arc is struck between the flux coated electrode and the workpiece, both the core wire and the workpiece surface melt to form a weld pool. Simultaneous melting of the flux coating on the rod will form gas and slag which protects the weld pool from the surrounding atmosphere. The slag will solidify and cool and must be chipped off the weld bead once the weld run is complete (or before the next weld pass deposit). Castolin has developed the special EutecTrode® alloy range of low heat input electrodes for industrial wearfacing, repair and joining applications supported by a complete high quality, MMA welding equipment range based on latest technology.

Clean, efficient and easy to learn
MIG is similar to MMA in that heat is produced by forming an arc between a metal electrode and the workpiece. The electrode melts to form the bead. The main differences are that the metal electrode is a small diameter wire fed from a spool and an externally supplied shielding gas is necessary. As the wire is continuously fed, the process is often referred to as semi-automatic welding. The pulse mode was developed as a means of stabilizing the arc at low current values below the threshold level, to avoid short-circuiting and spatter. Metal transfer is achieved by applying pulses of current, each pulse having sufficient force to detach a droplet. Castolin has developed the special EnDOtec® (cored wire) and CastoMag® (solid wire) alloy ranges for industrial wearfacing, repair and joining applications supported by a complete high quality, MIG / MAG welding equipment range based on latest technology.

High quality deposits at great speed
Open arc continuous electrodes consist of an outer strip of special alloy, the core of which is packed with a high density of micro-elements. The design makes it possible to obtain high quality deposits at great speed, for coating resistant to all types of wear, as well as for joining. Within this technology a variety of alloys of different formulation can be produced. Castolin Eutectic has developed the special self-shielded TeroMatec® (flux cored wire) alloy range of low heat input electrodes and the TeroMatec 400 wire feeder for industrial wearfacing, repair and joining applications.

A high degree of operator skill required
In the TIG process the arc is formed between a pointed tungsten electrode and the workpiece in an inert atmosphere of argon or helium. The small intense arc provided by the pointed electrode is ideal for high quality and precision welding. As the tungsten electrode is not consumed during welding, the heat of the arc will melt the base metal and a separate filler rod can be added into the weld pool if required. Castolin has developed the special CastoTig® alloy range for industrial wearfacing, repair and joining applications supported by a complete CastoTIG® welding equipment range based on latest technology.

A cost-effective technology
Plasma cutting has always been seen as an alternative to the oxy-fuel process. However, the important difference between the two processes is that while the oxygen-fuel process oxidises the metal and the heat from the exothermic reaction melts the metal, the plasma process operates by using the heat from the arc to melt the metal. The ability to melt the metal without oxidation is essential when cutting metals, such as stainless steel, which form high temperatures oxides. Plasma is an effective means of cutting thin and thick materials alike. Handheld torches can usually cut up to 2 in (48mm) thick steel plate, and more powerful computer-controlled torches can pierce and cut steel up to 12 inches (300mm) thick. Castolin Eutectic has developed a complete high-quality Plasma cutting equipment range called AirJet based on the latest technology.

innovative low temperature hardfacing
Deposition of diverse alloys and composite materials, using readily available flame equipment, means most abrasion resistant coatings applied with optimal metallurgical bonding and zero dilution with the base material.

For cleaning, wetting and protection
Fluxes are carefully engineered chemical products used for removing metal oxides from the surface of metal parts to be joined. This removal or cleaning process takes place during the brazing operation. The selection of the optimal flux for the application, base metal and brazing alloy is essential for successful brazing operations.

We produce solid rings and tailor-made rings with inner flux
Our vast product range includes a wide selection of filler metals in the form of diverse rings, foils, wires, rods, pastes and special pre-forms to meet all your OEM and maintenance requirements.
Optimal ratio of flux and metal for all standard jobs
At Castolin Eutectic, we understand that each application has individual and specific requirements. Therefore, we have designed and manufactured several types of coated rods to meet the demands of our customers. Unlike most competitors, we do not use a universal flux for all rods, each rod contains the type of flux required by the alloy being coated. Additionally, each alloy has a specific flux coating colour which helps operators know which alloy/colour to use.

Reduce filler metal consumption
Brazing pastes are the best choice for automated processes. Castolin Eutectic's pastes distinguish themselves from the competition by having:
- Maximum paste stability
- Optimised dispensing characteristics
- Easy clean-up with water (hands, tools)
- Minimum development of smoke (furnace brazing)
- Binder does not influence the brazing process
- Maximum capillarity
- Highest quality metal powder
- Simple flux residue removal

Brazing can be used on dissimilar metals and materials
Brazing has been around for 1000s of years. Brazed joints have been used in plumbing, air-conditioning, heating, electronics and numerous other applications for a very long time. A brazed joint will last a lifetime and is proven to do so. Other materials, such as plastic, have not been around long enough to make the same claims. Additionally, if you do not get it right the first time, with brazing you can reheat the joining and repair it without having to disassemble, or completely reinstall the affected parts. You can rest assure that when brazing you are using the most reliable joining solution on the market.
Increase plant availability
With more than 100 years experience in welding and wear protection, Castolin Eutectic is the manufacturer of the widest range of wearplates today on the market in terms of base materials, sizes, coating alloys, and welding processes adopted. From simple Chromium Carbide rich overlays, applied in open arc, to sophisticated NiCrBSi powders additioned with Tungsten Carbides and fused in a vacuum furnace or by means of Plasma Transferred Arc, we have developed a wide choice of products.
High value surface structure with excellent flatness
CDP® Powder Plates are produced by overlaying an easy-to-weld steel plate with a metal powder alloy fused in a furnace under protected atmosphere. The main advantage of these products is the 100% dilution-free overlay obtained, that ensures maximum protection even with just a few millimetres of deposit thickness. Lightweight and therefore easy to handle. Easily formed, and therefore also suitable to tight bending radius.

Custom cutting, elbows and joints available
They consist of easy-to-weld mild steel tubes which have been internally wearface-welded with TeroMatec 4666 alloy, thus maintaining the exceptional wear resistance of our well known 4666 CastoDur Diamond Plates®. Furthermore, by avoiding expensive forming operations of flat plates into tubes, seamless small diameter CastoTubes® offer many advantages:
- Highly cost-effective
- Absence of harmful linear weld joints
- Exceptional wear resistance
- Perfectly round cross section
- Spiral welding minimises distortion
- Lightweight for handling
- Highest quality metal powder
- Easy-to-join by welding or mechanical means