Sugar
Choose a category




Up to 3 times longer lifespan
When harvesting sugar cane, the harvester sees a high degree of abrasion from contact with sugar can stalks, as well as from the extraneous dirt, sand, and rocks from the field. There are multiple components on the harvester that have exposure to this wear: crop dividers, feeding rolls, base cutters, and chopper rollers. The life of the harvester components that see the highest degree of wear can be greatly extended by hardfacing with either EnDOtec 6710 XHD electrode or the TeroMatec OA 4603 self-shielded wire. An improvement in the lifetime of up to 3 times can be achieved when compared to the lifespan of the original equipment parts.

Dirt and rock contribute to the wear
The cut sections of sugarcane stalks collected by the harvesters have to be broken apart to expose the interior material prior to juice extraction in the cane mills. This preparation stage is one of the most critical steps in processing sugarcane as it greatly affects the efficiency of juice extraction during milling. It is accomplished using choppers and shredders (fiberizers). This type of equipment uses knives and/or hammers to break down the cane material. The extraneous dirt and rock contributes to the wear on the knives and hammers during this processing stage. If sand is the predominant material accompanying the sugarcane, these parts can be hardfaced with electrodes EnDOtec 6710 XHD or EnDOtec 4004N, or the TeroMatec OA 4603 open arc wire. If stones are the predominant material accompanying the sugarcane, the more impact-tolerant TeroMatec OA 4923 wire can be used to hardface these parts.
Improve efficiency of juice extraction
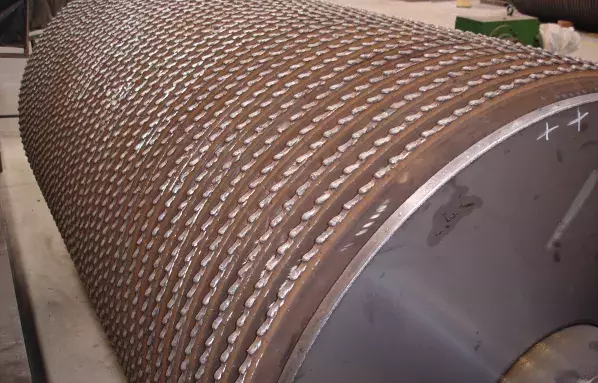
The juice is extracted from the shredded sugarcane by crushing the product in a cane mill. A typical mill consists of three cast iron crushing rolls that work together (top roll, feed roll, and discharge roll). Typically, a series of these mills will be used sequentially (referred to as a mill train) in order to maximize the extraction efficiency. The crusher rolls are machined to have a grooved profile (teeth) across the length of the roll. The surfaces of the grooves/teeth are hardfaced to a unique profile in order to provide a “gripping” action which greatly improves the efficiency of juice extraction. At the apex of the teeth, intermittent weld deposits are made to create a “hook-like” feature to help grab the shredded cane. In addition, other electrodes or wires are used to ensure that the sides of the teeth have a rough texture to aid in “grabbing” the shredded cane. The following products are specifically used on the crushing roll teeth:
- EutecTrode 4040 or TeroMatec OA 4617
- EutecTrode 27 or EnDOtec DO*21
- AbraTec 6710 XHD / EutecTrode 4004N or TeroMatec OA 4633
- SugarTec GG / SugarMill 1000 or SugarTec TUB

Continuous wear of cane fibers & sand particles
The trash plate is a critical component of the conventional three-roller cane mill. It is positioned in the middle of the three crushing rolls and is adjusted for the specific operating conditions each mill. The trash plate must also be hardfaced due to the continuous wear of cane fibers and extraneous sand particles. A typical hardfacing method would involve applying EnDOtec 6710 XHD to the top of the trash plate and spraying and fusing Eutalloy 10009 on the sides of the trash plate teeth. For more extreme wear conditions, brazing rod ElastoDur 7888T or spray & fuse powder Eutalloy PE 8913 can be applied on top region of teeth.
Discover other industries


Non-machinable electrode for contaminated and porous cast iron. Use as a buffering layer before using other electrodes.