Cukor
Choose a category




Akár háromszor hosszabb élettartam
A cukornád betakarításakor az aratógép nagyfokú kopásnak van kitéve a növények szárával való érintkezés, illetve a talajról felverődő por, homok és kövek miatt.Ez az igénybevétel az aratógép több részét is érinti, beleértve a szárelválasztókat, a szállítógörgőket, a vágószerkezetet és az aprítóhengereket is.A legnagyobb fokú igénybevételnek kitett aratógép-alkatrészek élettartama jelentősen meghosszabbítható az EnDOtec 6710 XHD elektródával vagy a TeroMatec OA 4603 önvédő huzallal végzett felrakóhegesztéssel.Ezzel a módszerrel az eredeti alkatrészek élettartama akár a háromszorosára is meghosszabbítható.

A por és a kövek fokozzák az elhasználódást
A cukornádszárak aratógép által összegyűjtött, levágott részeit szét kell törni ahhoz, hogy hozzá lehessen férni a belső részekhez, mielőtt a cukornádmalomban a nedvkivonás megtörténhetne.Ez az előkészítési szakasz a cukornád feldolgozásának egyik legkritikusabb lépése, mivel nagyban befolyásolja a nedvkivonás hatékonyságát a préselés során.A folyamatot aprító- és zúzógépek végzik.Ez a berendezéstípus késekkel és/vagy kalapácsokkal töri a cukornádat.A feldolgozásnak ezen a szintjén az idegen eredetű por és kövek hozzájárulnak a kések és a kalapácsok elhasználódásához.Ha a cukornád mellett főként homok fordul elő, ezek az alkatrészek megerősíthetők az EnDOtec 6710 XHD vagy EnDOtec 4004N elektródával, illetve a TeroMatec OA 4603 nyílt ívű hegesztéshez való huzallal végzett felrakóhegesztés révén.Ha a cukornád mellett főként kövek kerülnek a berendezésbe, az alkatrészeken elvégzett felrakóhegesztéshez inkább a nagyobb behatásoknak is ellenálló TeroMatec OA 4923 huzalt érdemes használni.
A nedvkivonás hatékonyságának növelése
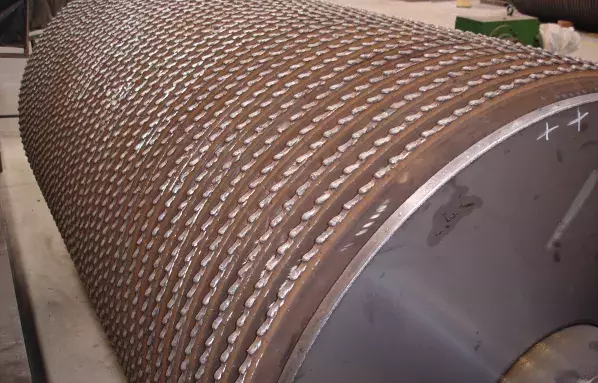
A nedv kinyeréséhez az összezúzott cukornádat cukornádmalomban préselik.A malomban általában három, egymással összehangolt, öntöttvas préshenger (felső henger, szállítóhenger és ürítőhenger) található.A nedvkivonás hatékonyságának maximalizálása érdekében általában több, egymással sorba kapcsolt malmot használnak (ez az úgynevezett malomlánc).A préshengerek felszíne teljes hosszában barázdált (fogas).A barázdák/fogak felszíne felrakóhegesztéssel megerősített, egyedi profilt alkot, amelynek „szorító” hatása jelentősen megnöveli a nedv kinyerésének hatékonyságát.A fogak csúcsán váltakozva ráhegesztett elemek találhatók, amelyek kampóként akadnak bele az összezúzott cukornádba.A fogak oldalának egyéb elektródák és huzalok segítségével megmunkált, durva kialakítása szintén a zúzott cukornád könnyebb „befogását” segíti.A következő termékek kifejezetten a préshengerfogak esetében használatosak:
- EutecTrode 4040 vagy TeroMatec OA 4617
- EutecTrode 27 vagy EnDOtec DO*21
- AbraTec 6710 XHD/EutecTrode 4004N vagy TeroMatec OA 4633
- SugarTec GG/SugarMill 1000 vagy SugarTec TUB

A cukornádrostok és homokszemek által okozott folyamatos igénybevétel
A hulladéklemez a hagyományos háromhengeres cukornádmalom kulcsfontosságú eleme.A három préshenger között található, és minden egyes malom esetében az adott működési feltételeknek megfelelően állítják be.A hulladéklemez esetében szintén szükség van felrakóhegesztésre, mivel a cukornádrostok és a külső eredetű homokszemek folyamatos igénybevételt jelentenek.A felrakóhegesztés egyik általánosan használt módja az EnDOtec 6710 XHD alkalmazása a hulladéklemez tetején, illetve az Eutalloy 10009 eloszlatása és ráolvasztása a hulladéklemez fogainak oldalára.Szélsőségesebb igénybevétel esetén az ElastoDur 7888T keményforrasztó pálca használata vagy a poralapú Eutalloy PE 8913 eloszlatása és ráolvasztása javasolt a fogak felső részén.
Fedezze fel más iparágakat


Non-machinable electrode for contaminated and porous cast iron. Use as a buffering layer before using other electrodes.