Our Technologies to best serve you
Choisissez une catégorie
-
Image
 Technologies de soudage
Technologies de soudage -
Image
Plaques d'usure CDP® et CastoTubes®
-
Image
Technologies de brasage
-
Image
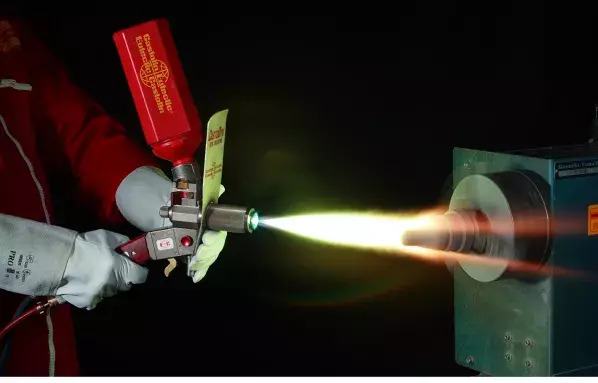
Technologies de revêtement





DILUTION, APPORT THERMIQUE ET DISTORSION MINIMAUX
Un taux de dilution minimal avec le substrat, une automatisation aisée et une mise en œuvre rapide vous garantissent des revêtements de très haute qualité. Ce procédé est particulièrement adapté au revêtement de pièces de grandes séries. Dans le processus PTA, le plasma est focalisé, ou forcé, à travers l’anode résistante à la chaleur, générant une augmentation considérable de la densité de l’arc, de l’énergie et de la température. L’alliage de soudage, sous forme de poudre atomisée ou de fil froid, est amené à l’intérieur de la colonne de l’arc plasma où un gaz de protection protège les composants du soudage de l’atmosphère. Castolin a développé des poudres dédiées pour le processus PTA.

EFFICACE, Y COMPRIS SOUS L'EAU OU DANS DES CONDITIONS DE VENT ET ORAGE
Lorsqu’un arc électrique est généré entre une électrode enrobée et une pièce à souder, l’extrémité de l’âme métallique et la surface de la pièce fondent pour former un bain de fusion liquide. Simultanément l’enrobage se décompose en un gaz faisant écran et des scories qui protègent le bain de fusion solidifié de l’atmosphère environnante. Après refroidissement, le laitier doit être enlevé du cordon de métal déposé et ce dernier brossé avant le passage de la prochaine électrode. Castolin a développé la gamme spéciale d´électrodes enrobées EutecTrode® pour le soudage industriel, destinées à des applications de revêtement anti-usure, de réparation et d’assemblage. La gamme est complétée par des équipements SMAW de haute qualité basés sur les dernières technologies.

PROPRE, EFFICACE ET FACILE À APPRENDRE
Le soudage MIG est similaire au soudage à l’arc électrique car la chaleur est produite en formant un arc entre une électrode métallique et la pièce à usiner. L'électrode fond pour former le le bain de soudure. Les principales différences sont représentées par : l'électrode métallique, qui est un fil de petit diamètre alimenté par une bobine, et la nécessité d´un gaz de protection fourni separemment. Comme le fil est alimenté en continu, le processus est souvent désigné comme soudage semi-automatique. Le mode d'impulsion a été développé comme un moyen de stabilisation de l'arc avec des courants de faibles intensités (en dessous de seuils normaux), pour éviter les court-circuits et les projections. Le transfert du métal se réalise en appliquant des impulsions de courant, chaque impulsion generant une force suffisante pour détacher une goutte. Castolin a mis au point la gamme spéciale d´alliages EnDOtec ® (fil fourré) et CastoMag ® (fil solide) pour des applications de surfaçage industriel, de réparation et d'assemblage, complétée par une gamme d'équipements de soudage MIG / MAG de haute qualité, basée sur les dernières technologies.

APPORTS DE HAUTE QUALITÉ À GRANDE VITESSE
Les fils fourré sans gaz de protection se composent d’un feuillard d'un alliage spécial, et d’un cœur possédant une haute densité de micro-éléments. Cette conception permet d'obtenir des dépôts de haute qualité à de grande vitesse, pour un revêtement résistant à tous types d'usure, ainsi que pour des assemblages. Dans cette technologie, une variété d'alliages de formulations différentes peut être produite. Castolin a mis au point la gamme spéciale d´alliages TeroMatec ®, des fils fourrés à faible apport de chaleur pour des applications de surfaçage industriel, de réparation et d'assemblage.

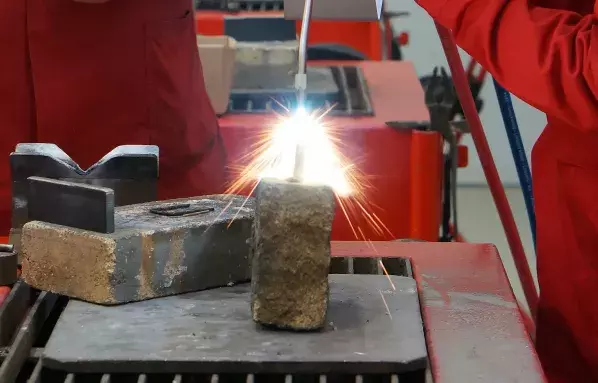
UNE GRANDE HABILETÉ EST EXIGÉE AU SOUDEUR
Dans le procédé TIG, l'arc est formé entre une électrode pointue en tungstène et la pièce à usiner dans une atmosphère inerte d'argon ou d'hélium. L’arc intense fourni par l'électrode est idéale pour le soudage de haute qualité et de précision. Comme l'électrode de tungstène ne se consomme pas pendant le soudage, la chaleur de l'arc fond le métal de base et un metal d’apport peut être ajoutée dans le bain de soudure, si nécessaire. Castolin a développé des baguettes spéciales CastoTig® pour des applications industrielles de protection anti-usure, d’assemblage et de réparation, accompagnées par une gamme complète d´équipements de soudage de dernière génération.

TECHNOLOGIE RENTABLE
A l'opposé de l'oxycoupage, le découpage au plasma est essentiellement un procède de fusion. L’arc électrique et le gaz plasmagène sont confinés par une tuyère en cuivre refroidie a l’eau. La matière est instantanément fondue dans la fente de coupe puis en est chassée par le jet de plasma. Le plasma est un procédé efficace pour la découpe de pièces fines. Avec une torche manuelle il est possible de découper des tôles d’aciers ou autres pièces ayant des épaisseurs pouvant atteindre 48mm, puis avec des torches plus sophistiquées (celle contrôlées par ordinateur par exemple), on peut découper ou encore percer des tôles allant jusqu’à 300 mm d’épaisseur. Castolin a développé une gamme complète d'équipements de découpe plasma de qualité supérieure appelés AirJet, basés sur des technologies à la pointe du progrès.
DISPONIBILITÉ ACCRUE DE L'ATELIER
Avec plus de 100 ans d'expérience dans le soudage et la protection contre l'usure, Castolin est le fabricant de la gamme la plus large de plaques d'usure existante aujourd'hui sur le marché mondial en termes de matériaux de base, de tailles, d´alliages de revêtement, et de procédés de soudage adoptés. Commençant par des simples couches de carbure de chrome superposées, appliquées à l'arc ouvert, et jusqu´aux poudres sophistiquées NiCrBSi additionné de carbures de tungstène et fusionnées dans un four à vide ou par des moyens d'Arc Plasma Transféré, nous avons développé un large choix de produits.
STRUCTURE SUPERFICIELLE DE HAUTE VALEUR AVEC UNE EXCELLENTE PLANÉITÉ
Les plaques CDP® avec poudre sont produites en recouvrant une plaque d’acier facile à souder avec un alliage de poudre métallique fondu dans un four sous atmosphère protégée. Le principal avantage de ces produits est le revêtement obtenu, exempt à 100 % de dilution, qui garantit une protection maximale même avec un dépôt d’une épaisseur de quelques millimètres seulement. Ces plaques sont légères et donc faciles à manipuler. Elles sont faciles à former et par conséquent également adaptées à un rayon de pliage serré.

DÉCOUPE SUR MESURE, COUDES ET JOINTS DISPONIBLES
Ils se composent, à la base, de tubes d’acier doux dont l’intérieur a été rechargé avec un alliage TeroMatec 4666 pour leur conférer la résistance exceptionnelle à l’usure de nos célèbres plaques CastoDur 4666. De plus, en évitant les coûteuses opérations de formage de tubes à partir de plaques planes, les CastoTubes® de petit diamètre sans soudure offrent de nombreux avantages :
- Très bonne rentabilité
- Absence de joints soudés linéaires
- Résistance à l’usure exceptionnelle
- Section transversale parfaitement cylindrique
- Soudure hélicoïdale minimisant la déformation
- Légers à manipuler
- Faciles à raccorder par soudage ou par des moyens mécaniques

RECHARGEMENT DUR INNOVANT À BASSE TEMPÉRATURE
Le dépôt de divers alliages et matériaux composites à la flamme garantit des revêtements extrêmement résistants à l’abrasion avec une liaison métallurgique, générée par un faible apport de chaleur, sans aucune dilution.

POUR SA PROPRETÉ, MOUILLAGE ET PROTECTION
Produit chimique soigneusement conçu et utilisé pour éliminer les oxydes métalliques présents à la surface des pièces métalliques à assembler. Ce processus de nettoyage à lieu pendant l’opération de brasage. La sélection du flux le mieux adapté à l’application, au métal de base et à l’alliage à braser est essentiel pour réussir les opérations de brasage.

NOUS FABRIQUONS DES ANNEAUX PLEINS ET SUR MESURE À NOYAU DÉCAPANT
Nos produits peuvent être présentés sous des formes aussi diverses que feuillards, anneaux, fils, baguettes, pâtes, poudres et préformes spécifiques pour répondre à tous les besoins des OEM et du secteur de la maintenance.
RAPPORT OPTIMAL DÉCAPANT-MÉTAL DANS TOUS LES TRAVAUX STANDARD
Chez Castolin, nous sommes conscients que chaque application a des besoins spécifiques. Par conséquent, nous avons conçu et fabriqué plusieurs types de baguettes de brasage destinées à satisfaire les demandes de nos clients. Contrairement à la plupart de ses concurrents, Castolin n’utilise pas un flux universel pour toutes ses baguettes : chaque baguette contient le type de flux requis par l’alliage à appliquer. De plus, chaque alliage comporte une couleur spécifique au flux de revêtement qui aide les opérateurs à savoir quel alliage / quelle couleur utiliser.

RÉDUIT LA CONSOMMATION DE MÉTAL D'APPORT
Les pâtes à braser sont la meilleure solution possible pour les processus automatisés. Les pâtes Castolin se distinguent de leurs concurrentes grâce aux caractéristiques suivantes :
- Pâte d’une très grande stabilité
- Caractéristiques d’application optimisées
- Nettoyage facile à l’eau (mains, outils)
- Dégagement minime de fumée (brasage au four)
- Le liant n’influence pas le processus de brasage
- Capillarité maximale
- Poudre métallique d’une qualité optimale
- Retrait aisé des résidus de flux

LE BRASAGE FORT PEUT ÊTRE UTILISÉ POUR LES MÉTAUX ET LES MATÉRIAUX DISSEMBLABLES
Le brasage existe depuis des centaines d’années. Cela fait très longtemps que l’on utilise des assemblages brasés en plomberie, dans les systèmes de climatisation et de chauffage, dans les dispositifs électroniques et dans bien d’autres applications. Un assemblage brasé durera toute une vie, c’est prouvé. Les autres matériaux tels que le plastique n’existent pas depuis assez longtemps pour que nous puissions leur appliquer les mêmes caractéristiques. De plus, avec le brasage, si vous ne réussissez pas du premier coup, il vous suffit de réchauffer l’assemblage et de le réparer sans devoir démonter ou complètement réinstaller les pièces concernées. Avec le brasage, vous êtes sûr d’utiliser la solution d’assemblage la plus fiable du marché.

ÉVITE LA DISTORSION DES PIÈCES
Il y a quelques années, l’arrivée de la technologie laser High Power Direct Diode (HPDD) avait amorcé le changement radical du paysage du rechargement par soudage. Cette technologie HPDD était apte à maintenir un haut niveau d’efficacité et de qualité en termes de puissance, tout en diminuant fortement le temps de revêtement et les coûts. Avec l’introduction du premier laser HPDD 8KW en Europe par Castolin, tous les avantages de cette percée peuvent maintenant être exploités. A ce jour, 4 unités LaserClad sont installées au sein de Castolin Eutectic. Notre offre inclut des services de rechargement laser (dépôt de revêtements épais sur de grandes pièces, revêtements minces de précision sur de petites pièces, réparation et maintenance sur des pièces industrielles, assistance R&D pour de nouveaux matériaux), fabrication de poudres pour revêtement par laser et installation de systèmes complets de revêtement par laser entièrement automatisés et intégrés.
BAS NIVEAU DE BRUIT ET DE FUMÉES
Le procédé dit «à froid», grâce à un apport d’énergie minimal, une bonne adhésion avec le substrat et un large éventail d’alliages, garantit une solution rentable pour la résolution de nombreux problèmes d’usure.

PROCÉDÉ DE PROJECTION THERMIQUE À LA PLUS FORTE PRODUCTIVITÉ
Ce procédé «à froid», doté d’un taux de dépôt très élevé, utilise la fusion simultanée de deux fils fourrés ou massifs réalisée par un arc électrique. Ceci garantit des dépôts de haute qualité à des prix abordables, notamment sur site pour des revêtements de grandes surfaces.
REVÊTEMENTS HOMOGÈNES ET SANS PORES
La projection «à chaud» refusionnée permet d’obtenir une véritable liaison métallurgique sans dilution du substrat et un revêtement dense. Ceci garantit une qualité de revêtement optimale, parfaite dans les cas d’abrasion, de corrosion et d’oxydation fortes.
QUALITÉ DE REVÊTEMENT REPRODUCTIBLE
Ce procédé de projection à froid à vitesses supersoniques permet une liaison mécanique optimale et garantit des revêtements de qualité aéronautique à des prix industrie. Une grande variété de matériaux, alliages métalliques, carbures ou oxydes extradurs, peut être appliquée en couches fines.

ÉQUILIBRE PARFAIT ENTRE PRIX ET PRESTATIONS
Ces produits bi-composants appliqués à température ambiante garantissent l’absence de distorsion thermique et une mise en œuvre rapide et simple. Ces produits sont particulièrement adaptés à la protection ou la réparation de pièces non soudables et/ou de géométrie complexe.

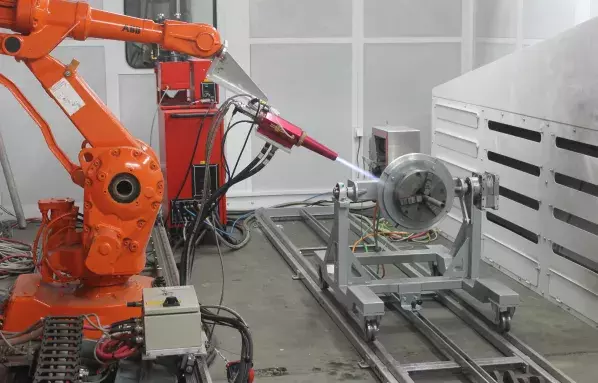
POUR UNE PERSONNALISATION MAXIMALE
Castolin Eutectic a conçu, fabriqué et mis en service un grand nombre de Systèmes Intégrés Clé en main dans le monde entier.
Les secteurs et les applications qui tirent profit de notre service technique sont nombreux. En effet, ses solutions d'ingénierie sur mesure, rentables et souple, peuvent se prévaloir de caractéristiques fonctionnelles technologiquement avancées.
Parmi nos conceptions typiques, citons les équipements de contrôle, les cabines antibruit, les automates, les tables rotatives, les dispositifs d'extraction, etc. Autant de composants qui s'intègrent parfaitement pour un mode de fonctionnement automatique.
Outre qu'ils garantissent une surveillance totale de l'état des opérations et des alarmes, ces systèmes permettent une intervention manuelle pour leur développement et l'optimisation des paramètres.