Our Technologies to best serve you
Válasszon kategóriát
-
Kép
 Kopásálló lemezek és CastoTubes®
Kopásálló lemezek és CastoTubes® -
Kép
Forrasztási technológiák
-
Kép
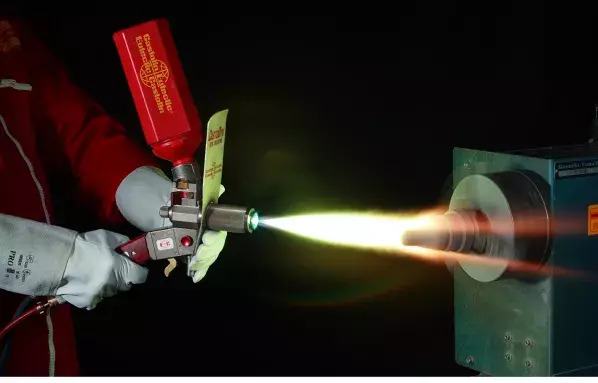
Fémszórási technológiák
-
Kép
Hegesztési technológiák




FOKOZZA A BERENDEZÉS ÜZEMKÉSZSÉGÉT
A hegesztés és a kopásvédelem terén szerzett több, mint 100 éves tapasztalattal ma a Castolin gyártja a legszélesebb körű kopásálló lemez termékcsaládokat alapanyag, méret, kopálló ötvözet és az alkalmazott hegesztési eljárás tekintetében. Az ívhegesztésnél használt egyszerű krómkarbidban gazdag anyagtól a wolframkarbidokkal kiegészített bonyolult NiCrBSi porokig, amelyek vákumkemencében vagy plazmaív segítségével lettek felhordva, a termékek széles választékát fejlesztettük ki.
NAGY ÉRTÉKŰ FELÜLETSZERKEZET, KIVÁLÓ SÍKBELI ALAKHŰSÉGGEL
A CDP® fémporral bevont kopásálló lemezeket úgy gyártják, hogy egy könnyen hegeszthető acéllemezre fémporötvözetet olvasztanak kemencében, védett atmoszférában. Ezen termékek fő előnye a kapott 100 %-os dilatációmentes réteg, mely maximális biztonságot nyújt még a pár miliméteres rétegvastagság esetében is. Súlya nagyon könnyű, így könnyen kezelhető. Egyszerűen formálhatók, ezért hengeres alkatrészek készítésére alkalmas.

EGYÉNI VÁGÁS; KÖNYÖKIDOMOK ÉS CSATLAKOZÁSOK KAPHATÓK
Alapanyaguk könnyen hegeszthető, ötvözetlen acélcsövek, melyekbe belülről hegesztették a TeroMatec 4666 ötvözettel, így az a jól ismert 4666-os CDP kopásálló lemezünkk® kivételes kopásállóságát biztosítja. Továbbá, a lapok csövekké formálásának költséges művelete elkerülésével, a sima, kis átmérőjű CastoTubes® csövek számos előnyt kínálnak:
- Költséghatékonyak
- Az ártalmas egyenesvonalú hegesztett illesztések hiánya
- Kivételes kopásállóság
- Tökéletes kör alakú keresztmetszet
- A spirális hegesztés minimalizálja a deformálódást
- Könnyű súly, könnyű kezelhetőség
- A legjobb minőségű fémpor
- Könnyű összekötés hegesztéssel vagy mechanikai úton

INNOVATÍV ALACSONY HŐMÉRSÉKLETŰ FELRAKÓHEGESZTÉS
A különböző fémek és a kompozit anyagok felvitele a rendelkezésre álló lánghegesztő eszközök használatával az abrazív kopásnak legellenállóbb bevonatokat eredményezik optimális metallurgikus kötéssel és az alapanyag dilatációja nélkül.

TISZTÍTÁSHOZ, NEDVESÍTÉSHEZ ÉS VÉDELEMHEZ
A folyósító szerek gondosan összeállított vegyi termékek, melyek a forrasztandó fémalkatrészek felületén lévő fémoxidok eltávolítására szolgálnak. Ez az eltávolítási vagy tisztítási eljárás a forrasztás alatt zajlik le. A legoptimálisabb folyósító szer, az alapanyag és a forraszanyag megfelelő kiválasztása nagyon fontos a sikeres forrasztási műveletekhez.

TÖMÖR ÉS RENDELÉSRE KÉSZÍTETT GYŰRŰKET GYÁRTUNK BELSŐ FLUXUSSAL
Hatalmas termékválasztékunk különböző gyűrűk, fóliák,huzalok, pálcák, paszták és speciális előgyártmányok széles választékát foglalja magába az Ön valamennyi OEM és karbantartási igényének kielégítése céljából.
A FLUXUS ÉS A FÉM OPTIMÁLIS ARÁNYA MINDEN STANDARD MUNKÁHOZ
A Castolinnél megértjük, hogy minden egyes alkalmazás egyedi és specifikus követelményekkel rendelkezik. Ezért számos típusú bevont pálcát terveztünk meg és gyártottunk vevőink igényeinek megfelelően. Legtöbb versenytársával ellentétben a Castolin nem univerzális folyósító szert használ az összes típusú pálcához, mindegyik pálca azt a típusú folyósító szert tartalmazza, melyet a bevonandó ötvözet megkíván. Továbbá, minden ötvözetnek megvan a specifikus folyósító szer színe, mely a megfelelő ötvözet/szín kiválasztásában segít.

CSÖKKENTSE A TÖLTŐFÉM FELHASZNÁLÁSÁT
A forrasztó paszták használata bizonyul a legjobb választásnak automatizált eljárások esetén. A Castolin pasztái nagyban különböznek a konkurencia által forgalmazottaktól a tekintetben, hogy:
- Maximális paszta stabilitás
- Optimalizált diszpenziós jellemzők
- Könnyű tisztítás sima vízzel (kéz,szerszámok)
- Minimális füstkibocsátás (forrasztás alagútkemencében)
- A kötőanyag nem befolyásolja a forrasztási eljárást
- A lejgobb minőségű fémpor
- Egyszerű folyósítóanyag-maradék eltávolítás

A KEMÉNYFORRASZTÁS ELTÉRŐ FÉMEKEN ÉS ANYAGOKON IS HASZNÁLHATÓ
A keményforrasztás technikája mintegy 1000 éve van jelen a földön. Forrasztott kötéseket régóta használnak a vízvetetékszerelésben, légkondícionálásban, fűtéstechnikában, az elektronikában és számos más esetben. Bebizonyosodott, hogy forrasztott illesztés rendkívül időtálló. Más anyagok, mint pl. a műanyag, nincsenek annyi ideje jelen, hogy ugyanezt kijelenthessük róluk. Ezenkívül ha a javítás nem is sikerül elsőre, forrasztással újra lehet melegíteni az illesztendő elemeket és a javítást el lehet végezni anélkül, hogy az adott alkatrészeket szét kellene szerelni, vagy teljes mértékben újrainstallálni. Megbizonyosodhat afelől, hogy forrasztáskor a piacon fellelhető legmegbízhatóbb megoldást választotta.

AZ ALKATRÉSZEK TORZULÁSA ELKERÜLHETŐ
A nagyteljesítményű direkt diódás (HPDD) lézertechnológia néhány évvel ezelőtti megjelenése drasztikusan megváltoztatta az helyzetet a felrakóhegesztés világában.
A HPDD technológia megőrizte magas energiahatékonyságát és minőségét, miközben drasztikusan csökkentette a fémbevonás idejét és költségét.
Miután a Castolin Eutectic bevezette az első 8 kW teljesítményű HPDD lézert Európában, ennek az áttörést jelentő technológiának az előnyei teljes mértékben hasznosaíthatók.
Jelenleg világszerte 4 diódás LaserClad egységek vannak felszerelve a Castolin Eutectic telephelyein.
Ajánlatunk lézeres bevonatolási szolgáltatásokat (vastag bevonatok nagy alkatrészekre történő felvitele, precíziós fémborítás vékony bevonatokkal a kis alkatrészeken, ipari alkatrészek javítása és karbantartása, új anyagok K+F támogatása), lézeres fémborításhoz használt porok gyártását, valamint teljesen automatizált és integrált lézeres fémbevonatoló berendezéseket foglal magában.
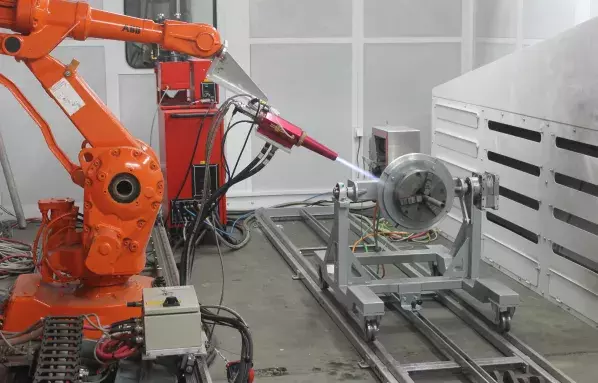
ALACSONY ZAJSZINT ÉS FÜSTKÉPZŐDÉS
Minimális olvadáspont, jó kötés érhető el kémiailag előállított anyag használatával, és az ötvözetek széles választéka költséghatékony fémszórási megoldásokat jelent a kopási problémák széles körére.

MAXIMÁLIS TERMELÉKENYSÉGŰ TERMIKUS FÉMSZÓRÁSI FOLYAMAT
A nagy leolvasztási teljesítmény két töltött vagy tömör huzal egyidejű elektromos ív olvasztásával jó minőségű fémbevonatot hoz létre, megfelelő árszinten. Nagy felületek helyszíni szórása is megoldható.
HOMOGÉN ÉS PÓRUSMENTES BEVONATOK
Az utólagos beolvasztás valódi metallurgikus kötést, valamint tömör bevonatot eredményez. Mindez a legoptimálisabb fémszórási minőséget jelenti, mely kiváló nagy mértékű kopás, korrózió és oxidáció ellen.
MEGISMÉTELHETŐ BEVONATMINŐSÉG
A hidegszórásos eljárás a maximális mechanikus kötés elérésére szuperszónikus részecskesebességnél a repülőgépiparban használatos bevonatminőséget biztosít ipari árakon. Az anyagok és csúcsminőségű karbidok széles köre használható vékony rétegekben.

TÖKÉLETES EGYENSÚLY A MEGFIZETHETŐSÉG ÉS A TELJESÍTMÉNY KÖZÖTT
A környező hőmérsékleten alkalmazott két-komponensű termékek használatával nincs hőokozta alkatrész vetemedés, a folyamat rendkívül gyors és könnyű. Nem hegeszthető és/vagy bonyolult alakú alkatrészek védelme oldható meg.

MINIMÁLIS HÍGÍTÁS, HŐBEVITEL ÉS TORZULÁS
Az alapanyag minimális felhígulása, a automatizálható, könnyen ellenőrizhető gömbszerűhegesztés jó minőségű és kopásálló bevonatot eredményez az ötvözőanyagok széles változatával. Szériagyártásra is kiváló. A PTA eljárásban a plazmasugár szűkítése történik meg egy megfelelően kialakított hőálló plazmafúvókán történő áthaladáskor, mindez jelentős ívsűrűség-, energia-, és hőmérsékletnövekedést idéz elő. A hegesztő hozaganyag mikroatomizált por vagy huzal formában a plazmaív oszlopba kerül, ahol a védőgáz megvédi a hegfürdőt az azt körülvevő levegőtől. A Castolin speciális porokat fejlesztett ki a GAP számára.

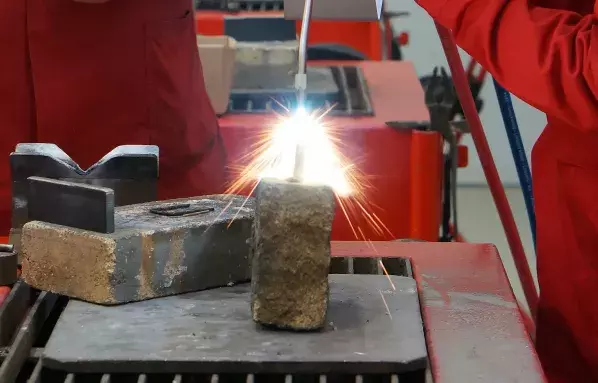
HATÉKONY MÉG VÍZ ALATT VAGY SZELES, VIHAROS IDŐJÁRÁS ESETÉN IS
Amikor elektromos ív jön létre az bevont elektróda és a munkadarab között, mind a maghuzal, mind a munkadarab felülete megolvad és hegfürdőt képeznek. A pálcán lévő bevonat egyidejű olvadása gázt és salakot hoz létre, mely megvédi a hegfürdőt az azt körülvevő atmoszférától. Mihelyt a salak megszilárdul és lehűl, le kell szedni a hegesztési varratról, amint a hegesztés folyamat lezárul (vagy a következő hegesztési varrat felvitele előtt). A Castolin kifejleszette a speciális EutecTrode® alacsony olvadáspontú elektróda ötvözetcsaládot ipari kopásvédelmi és javítási, valamint kötési alkalmazásokhoz, melyeket a legjobb minőségű, legújabb technológiákra épülő MMA hegesztő berendezések támogatnak.

TISZTA, HATÉKONY ÉS KÖNNYEN MEGTANULHATÓ
A fogyóelektródás védőgázas hegesztés hasonlít az MMA-hoz a tekintetben, hogy hő képződik a fémelektróda és a munkadarab közötti elektromos ív által. Az elektróda megolvad és hegesztési varratot képez. A fő különbség az, hogy a fémelektróda egy kis átmérőjű huzal, tekercsből továbbítva és egy külső forrásból biztosított védőgáz is szükséges. Minthogy a huzalt folyamatosan továbbítják, az eljárást gyakran félautomata hegesztésnek nevezik. Az áramvezérlő impulzust úgy fejlesztették, hogy stabilizálja az ívet alacsony áramértéken is, rövidzárlat és fröcskölés elkerülése érdekében. Az anyagátmenet áramimpulzusok alkalmazásával történik, minden egyes impulzus elegendő energiával rendelkezik hozaganyag cseppjeinek leválasztásához. A Castolin kifejleszette a speciális EnDOtec® (porbeles huzal) és CastoMag® (tömör huzal) ötvözetcsaládot ipari kopásvédelmi és javítási, valamint kötési alkalmazásokhoz, melyeket a legjobb minőségű, legújabb technológiákra épülő MMA hegesztő berendezések támogatnak.

KIVÁLÓ MINŐSÉGŰ BEVONATOK NAGY SEBESSÉGGEL
Az ívhegesztő huzalelektródák egy speciális ötvözetű külső szalagból állnak, melynek a belseje nagysűrűségű mikro-elemekkel van megtöltve. Az összetétel lehetővé teszi, hogy jó minőségű felrakásokat kapjunk nagy hegesztési sebesség mellett, melyek a kopás valamennyi fajtája ellen védenek. Ezen technológián belül különböző ötvözetvariációk állíthatók elő. A Castolin kifejlesztette a speciális védőgázas TeroMatec® (porbeles huzal) alacsony olvadáspontú ötvözetcsaládot kopásvédelmi, javítási és kötési alkalmazásokra.

MAGAS FOKÚ KEZELŐI TUDÁS SZÜKSÉGES
Az AWI eljárás során az ív a wolframelektróda és a munkadarab között jön létre, argon és helium védőgáz közegben. A wolframelektróda által biztosított kicsi, erős ív ideális a jó minőségű és precíziós hegesztéshez. Mivel a wolframelektróda nem használódik el a hegesztés során, az ív hője felolvasztja az alapfémet és szükség esetén egy külön hozaganyag pálca adható a hegfürdőbe. A Castolin kifejlesztette a speciális CastoTig® ötvözetcsaládot az kopásvédelmi, javítási és kötési alkalmazásokra, a legújabb technológiákra épülő CastoTig® hegesztő berendezéseket alkalmazva.

KÖLTSÉGHATÉKONY TECHNOLÓGIA
A plazmavágásra mindig is a lángvágás alternatívájaként tekintettek. Azonban a két eljárás közötti fő különség az, hogy míg a lángvágás oxidálja a fémet és az exotermikus reakcióból eredő hő megolvasztja azt, a plazma-eljárás úgy működik, hogy az ív leadott hőjét használja a fém megolvasztására. A fémek oxidáció nélküli megolvasztásának képessége abban az esetben szükséges, amikor olyan fémet vágunk, mint a roszdamentes acélok, amelyek magas olvadáspontú oxidokat hoznak létre. A plazma hatékony eszköz vékony és vastag anyagok elvágására egyaránt. A kézi vágópisztolyok általában képesek szétvágni 2 inch (48 mm) egy vastag acéllapot, a jóval erősebb, számítógép-vezérelte vágópisztolyok pedig a fémet egészen 12 inch (300 mm) vastagságig képesek vágni. A Castolin a legújabb technológiákra alapozva kifejlesztett egy kiváló minőségű plazmavágó eszközcsaládot, az AirJet-et.