Choose a category





การผลิตภาชนะแก้วมีขั้นตอนอย่างไร
ภาชนะแก้วทั้งหมดจะผลิตในสองขั้นตอน ชิ้นส่วนของแก้วที่เรียกว่า 'gob (ก้อน)' จะถูกเตรียมล่วงหน้าในแม่พิมพ์ว่างเปล่าโดยการเป่าให้เป็นรูปร่างหรือกดด้วยลูกสูบ 'gob' ของแก้วถูกตัดให้มีรูปร่างและน้ำหนักที่ถูกต้องในเตาเผาเหนือศีรษะและแรงโน้มถ่วงที่ป้อนเข้าสู่แม่พิมพ์เปล่า ภาชนะแก้วที่ทำเสร็จแล้วจะถูกเป่าในแม่พิมพ์สำเร็จรูป ภาชนะที่ทำจากการเป่า Preform (พรีฟอร์ม) และรูปร่างสุดท้ายเป็นที่รู้จักกันในชื่อการผลิตด้วยการเป่า ภาชนะบรรจุที่ทำโดยการกด Preform ด้วยลูกสูบและเป่าเป็นรูปร่างสุดท้ายเรียกว่าการผลิตแบบกดและเป่า เครื่องขึ้นรูปแก้วทำการผลิตในหลายส่วน แต่ละส่วนประกอบด้วยแม่พิมพ์มากถึงสี่แบบและเป็นที่รู้จักกันในชื่อ 'single gob', 'double gob', 'triple gob' หรือ quad gob
ประสบการณ์อันยาวนานของเรากับการซ่อมแม่พิมพ์แก้ว
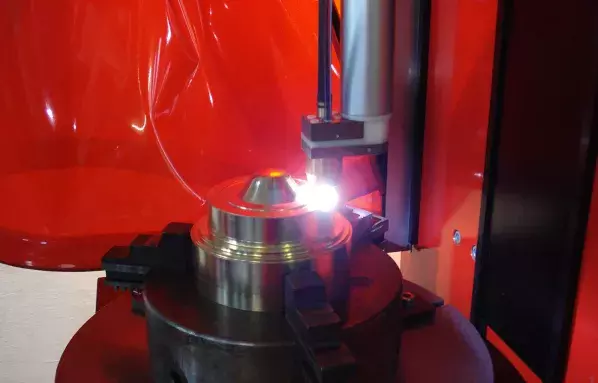
วัสดุดั้งเดิมที่ใช้ในการผลิตแม่พิมพ์บรรจุภัณฑ์แก้วคือเหล็กหล่อ กลุ่มผลิตภัณฑ์ผงของแคสโทลิน ยูเทคทิค สำหรับสเปรย์/ฟิวส์ Eutalloy® RW และ PTA ได้รับการพัฒนาเพื่อเคลือบโลหะผสมเหล็กหล่อชนิดต่างๆ ที่ใช้ในอุตสาหกรรมในทุกความแข็งที่ต้องการ การใช้สำริด โดยเฉพาะอย่างยิ่งสำหรับ Blowmoulds, Bottom Plate และ Neck Rings ได้รับความนิยมมากขึ้นเนื่องจากผู้ผลิตแก้วพยายามที่จะเพิ่มการนำความร้อนของส่วนประกอบและเพื่อเพิ่มความเร็วของกระบวนการ กลุ่มผลิตภัณฑ์ PTA Powders ของแคสโทลิน ยูเทคทิค ได้รับการพัฒนาขึ้นเป็นพิเศษเพื่อเชื่อมและปกป้องส่วนประกอบของบรอนซ์ในช่วงความแข็งที่หลากหลาย ในทำนองเดียวกัน กลุ่มผลิตภัณฑ์ผง Eutalloy® RW นั้นเหมาะอย่างยิ่งกับการเคลือบเหล็กเนื่องจากเป็นเหล็กหล่อแบบดั้งเดิม

พร้อมติดตั้ง
- ยืดอายุการใช้งานของรางลำเลียงแก้วได้มากถึง 5 เท่าด้วยการซื้อราง ปลอกสูบ กรวย และส่วนที่สึกหรอง่ายอื่นๆ ที่พร้อมติดตั้ง
- ประดิษฐ์จากหนึ่งใน 8 ตัวเลือกของแผ่นกันรอยของ CastoDur Diamond Plate (CDP®)
- โครเมียมและโลหะผสมทังสเตนคาร์ไบด์
- ความแข็งจาก 54 ถึง 71 HRC
CastoTubes® เพื่อลำเลียงไฟเบอร์กลาส
สำหรับผู้ผลิตฉนวนกันความร้อนใยแก้ว ไฟเบอร์กลาสที่ละลายจะถูกบังคับให้ไหลผ่านรางแก้ว ซึ่งเดิมผลิตจากเซรามิกในแบบครึ่งท่อ ครึ่งท่อเซรามิกแบบดั้งเดิมมีอายุการใช้งานเพียงแค่ 6 เดือน ชิ้นส่วนได้รับความร้อนและมีรอยขีดข่วน แคสโทลิน ยูเทคทิค แนะนำ CastoTubes® ท่อที่ภายในมีผิวหน้าแข็งพร้อมคาร์ไบด์ที่ซับซ้อน (4666) การใช้งานนี้ทำงานมานานกว่า 2 ปีและยังคงทนทานต่อสภาพแวดล้อมที่รุนแรง

ได้รับความเสียหายจากการเสียดสี
ในระหว่างกระบวนการผลิตขวด ขยะจะถูกนำไปรีไซเคิล เนื่องจากภาชนะแก้วยังร้อนแดง ชิ้นส่วนที่ชำรุดของจะผ่านรางคัดแยกและตกสู่ถังขยะเพื่อนำไปรีไซเคิลในอนาคต วิธีการแก้ปัญหาก่อนหน้านี้ประกอบด้วยรางที่ทำจากแผ่นเหล็กอ่อน แต่จะสึกหรออย่างรวดเร็ว บริษัทได้หยุดทำการผลิตที่ไม่ได้วางแผนบ่อยครั้งเพื่อทำการซ่อมและแก้ไข เวิร์กช็อปบริการของเราผลิตรางด้วยแผ่นกันสึกโครเมียมคาร์ไบด์เกรดพรีเมี่ยมของ CDP® ซึ่งช่วยให้ลูกค้าสามารถยืดอายุได้อย่างยาวนาน การขัดถูเป็นประเภทการสึกหรอหลักในกรณีนี้ รางขนาดใหญ่ที่ด้านล่างใช้สำหรับการทิ้งชิ้นส่วนที่บกพร่องในแบบแมนนวล รางขนาดเล็กและบางด้านบนใช้สำหรับการคัดแยกอัตโนมัติในขณะที่เป่าอากาศเข้า

เวิร์กช็อปบริการของเราผลิตชิ้นส่วนแบบครบวงจร
ผู้ผลิตขวดแก้วชั้นนำผลิตบรรจุภัณฑ์แก้วทุกประเภท เริ่มจากขวดเบียร์และโถไปจนถึงบรรจุภัณฑ์แก้วแบบกำหนดตามความต้องการและแบบจำกัดจำนวนสำหรับอุตสาหกรรมต่างๆ วัตถุดิบหลักที่ใช้ในกระบวนการผลิตแก้ว ได้แก่ แก้วรีไซเคิล (เศษแก้ว) ทราย (ซิลิกา) และสารเคมี ในการสอบเทียบปริมาณวัตถุดิบที่จะใช้อย่างถูกต้อง ส่วนผสมแต่ละชนิดเหล่านี้จะถูกส่งผ่านช่องทางท่อสามขา วิธีการแก้ปัญหาเดิมคือ รางกรวยสามขาที่ทำจากเหล็กอ่อนจะเสื่อมสภาพอย่างรวดเร็ว เนื่องจากช่องทางที่ซับซ้อนนี้มีบทบาทสำคัญในกระบวนการผลิต ความล้มเหลวใดๆ จะนำไปสู่การปิดโรงงาน เวิร์กช็อปบริการของเราผลิตรางกรวยสามขาแบบใหม่ด้วย CastoTubes® เป็นการก่อสร้างแบบกำหนดเองและโซลูชั่นแบบครบวงจรพร้อมที่จะติดตั้ง การก่อสร้างมีความแม่นยำจนใช้เวลาเล็กน้อยในการเปลี่ยนโดยแทบไม่สูญเสียการผลิต

เพิ่มอายุการใช้งานถึง 4 เท่า
- ปกป้องการลงทุนของคุณ เพิ่มอายุการใช้งานถึง 4 เท่าโดยการบุเครื่องผสมของคุณด้วยแผ่นกันสึก CDP® ของเรา
- เครื่องผสมแบบกะทะพร้อมติดตั้งที่ผลิตตามข้อกำหนดของลูกค้าจากแผ่นกันสึกโครเมียมคาร์ไบด์ที่ซับซ้อน
- ลดเวลาหยุดทำงานและลดต้นทุนการบำรุงรักษา
- มีความหนาตั้งแต่ 1/4” ถึง 3/4”

รับรองประสิทธิภาพการผลิตและคุณภาพที่สูงขึ้น
- แม้ว่าไม้พายเหล็กหล่อของเครื่องผสม Ni-Hard จะทนทานต่อการสึกกร่อน แต่ก็เปราะบางและแตกง่าย
- แคสโทลิน ยูเทคทิค ผลิตไม้พายของเครื่องผสมที่ทำจากแผ่นโครเมียมคาร์ไบด์ที่ซับซ้อนที่มีความทนทานที่ดีกว่า Ni-Hard ถึง 200%
- วางทับขอบและพื้นที่อื่นๆ ที่มีการสึกหรอสูงด้วยโลหะผสมทังสเตนคาร์ไบด์สำหรับการป้องกันการสึกหรอที่ไม่มีใครเทียบได้

ดูคุ้นเคยไหม
สกรูลำเลียงเป็นที่รู้จักอย่างกว้างขวางว่าเป็นระบบที่มีประสิทธิภาพมากที่สุดสำหรับการจัดการวัสดุ นอกเหนือจากการลำเลียงวัสดุของแข็ง กึ่งแข็ง เปียก และเหนียวแลัว ยังถูกใช้ในกระบวนการผลิตสำหรับการอบแห้ง แช่เย็น และผสม กระบวนการเหล่านี้ก่อให้เกิดการสึกหรออย่างกว้างขวางต่อเกลียวของสกรู/สว่านและแกน ความล้มเหลวของอุปกรณ์ ทำให้สูญเสียประสิทธิภาพและการซ่อมที่มีค่าใช้จ่ายสูงหรือจำเป็นต้องเปลี่ยนชิ้นส่วน

เทคโนโลยีขั้นสูงสำหรับการกัดกร่อน การสึกกร่อน และการสึกหรอ
• ผู้เชี่ยวชาญด้านการสึกหรอของเราทำการซ่อมและปกป้องสกรูและสว่านเพื่อยืดอายุการใช้งาน
• ผ่านการเคลือบด้วยสเปรย์ทนความร้อน โลหะผสมชนิดแข็งพิเศษหรือแผ่นกันสึก CDP®
• ใช้การเคลือบหลายครั้งเพื่อนำเสนอโซลูชั่นที่ดีที่สุดในการผสมสผานสำหรับแก้ปัญหาการสึกหรอ
• งานที่ดำเนินการในเวิร์กช็อปบริการที่มีอุปกรณ์ครบครันหรือในสถานที่ของเรา
ค้นพบอุตสาหกรรมอื่น ๆ



A user friendly, advanced industrial thermal spray coating system