Choose a category







Los desafíos de la perforación de hoy en día
A medida que las profundidades promedio de los pozos han aumentado en la última década, la perforación direccional y de alcance extendido se ha vuelto más común. Estas trayectorias de pozo, con sus caminos altamente desviados (ERD) y los aumentos asociados en par de torsión y arrastre, han ejercido una fuerza sin precedentes en la tubería de perforación, superando todos los límites de nivel de tensión anteriores. Estas trayectorias, a su vez, crean unas condiciones de desgaste severas tanto en la carcasa como en la cadena de perforación, lo que se está volviendo cada vez más perjudicial para las operaciones de perforación.

Evite fallos catastróficos en las juntas de las herramientas
La vulcanización ha sido reconocida durante mucho tiempo como un medio eficaz para prevenir el desgaste de las juntas de las herramientas. Durante la década de 1990, la vulcanización a base de carburo de tungsteno fue ampliamente utilizada y se determinó que era la causa principal del desgaste de la carcasa. Sin embargo, la ausencia de vulcanización, aunque ralentizó el desgaste de la carcasa en un pequeño grado, permitió que las juntas de la herramienta se desgastaran a una velocidad acelerada, disminuyendo la capacidad de torsión de la tubería de perforación y poniendo las operaciones de perforación en un grave riesgo. El desafío consistía en descubrir una solución equilibrada y eficaz a la vez entre la defensa contra el desgaste de la carcasa y la protección de la unión de la herramienta, que se debe al empeoramiento de las condiciones asociadas con los pozos ERD altamente desviados. Las aleaciones que iban bien con la carcasa anterior redujeron el desgaste de la carcasa, pero como consecuencia produjeron un desgaste inaceptable de la junta de la herramienta. También se observó la presencia de defectos de diseño propensos a grietas, ya que a menudo se producía un agrietamiento generalizado del material de aleación. Esto causó un fallo catastrófica en la unión de herramientas y, en algunos casos, incluso el fallo del propio vulcanizado, debido al desconchamiento de junta de herramienta.

Todo formulado y fabricado en nuestra propia planta moderna en Irlanda
Castolin Eutectic lleva vulcanizando en el mercado noruego desde hace más de 15 años. Debido a la excelente cooperación entre Castolin Eutectic y Statoil, ha habido un desarrollo, uso y aprobación muy satisfactorios de nuestras innovadoras aleaciones OTW. Hoy Statoil aprueba OTW 12Ti, OTW 16XS y el recubrimiento MX5 patentado no soldado para perforación. Durante el desarrollo de la gama OTW, Castolin Eutectic construyó su propia y única máquina de prueba de bandas duras C-Wear. Las pruebas de la máquina abarcan:
- Material de la carcasa combinado con muestras de desgaste infundidas con aleación integral y vulcanizado
- Parámetros específicos del lodo, medición de juntas de herramientas, agujeros abiertos y tasas de desgaste de la carcasa.
- Dinámica establecida de fricción de recubrimiento de vulcanizado.
Además de esto, utilizamos una máquina automática de microdureza, una máquina de prueba de desgaste por abrasión G65 y unidades de análisis químico ICP/XRF, empleando un equipo técnico bien capacitado y orientado al cliente. Nuestro equipo global de ingenieros altamente cualificados prueba los productos OTW en componentes de campo activos, bajo las condiciones de perforación más extremas. Estos entornos hostiles proporcionan los criterios necesarios para comprender los fenómenos de desgaste severo y establecen el estándar por el cual medimos la integridad de nuestro producto..
Especialista en soluciones de recubrimiento de acero no magnético
- Nueva producción de estabilizadores y manguitos de desgaste para sistemas de perforación orientables, sistemas de registro, herramientas MWD, herramientas LWD, manguitos de motores de perforación
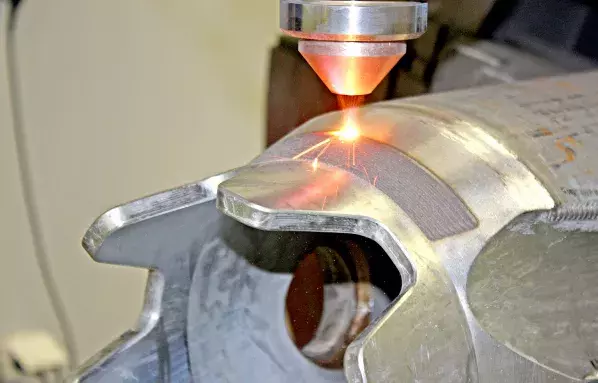
- Líder de la industria y especialista en soluciones de revestimiento de acero no magnético, incluido el revestimiento láser
- Los recubrimientos incluyen varillas de carburo de tungsteno y baldosas de carburo de tungsteno
- Aplicadores de punta rápida aprobados y certificados
- Entrega rápida de manguitos de desgaste no magnéticos; materiales no magnéticos en stock en todo momento para permitir tiempos de entrega cortos y soluciones especiales bajo demanda
- Tamaños de hasta 17 ½ pulgadas: soluciones especiales bajo pedido.

Vida útil de 2 a 7 veces más larga que el material original
Los diseños de las ruedas de corte que ofrecemos incluyen dientes rectos y retorcidos. El número de dientes, ángulos y formas varían. La solución única de Trio OilTec Services de materiales base especiales, tratamiento térmico, combinado con recubrimientos resistentes al desgaste, alarga significativamente la vida útil de las ruedas de corte. La experiencia muestra que nuestras ruedas de corte duran de 2 a 7 veces más que el material original y los recubrimientos existentes en el mercado hasta el día de hoy.
Con estos diseños y la elección del material, el desgaste de los apoyos del “Abridor de pozos” se reduce simultáneamente. Esto se debe al hecho de que las ruedas de corte tienen una mejor resistencia al desgaste y el contacto con los apoyos se vuelve menos agresivo. Además, aumenta la velocidad de apertura del pozo.
Ventajas:
- Mayor vida útil de la rueda de corte
- Menor desgaste en el cuerpo/apoyo del “Abridor de pozos”
- Coste de mantenimiento reducido
- Apertura de pozos más rápida
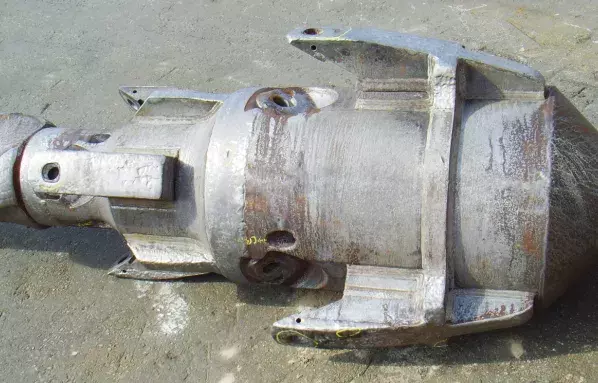
Nos ocupamos de grandes piezas de hasta 10 toneladas
- Inspección, servicio y mantenimiento de abridores de pozos y brocas grandes
- Reparación del cuerpo, tratamiento térmico y protección contra el desgaste con carburos de wolframio
- Reconstrucción y adaptaciones
- Producción propia de ruedas de corte de alta calidad
- Tratamiento de cuerpos de hasta 10 toneladas y 6 m de longitud

Servicio, mantenimiento y protección contra el desgaste
- Inspección, servicio y mantenimiento de brocas de acero y matriz
- Soldadura de plata de inserciones de diamante
- Reparación de ruedas de corte
- Protección contra el desgaste del borde

Somos aplicadores aprobados de acabados de precisión
- Reparación de todos los diferentes molinos de fondo
- Procedimientos para aplicar la soldadura fuerte de carburo de tungsteno
- Soldadura de plata con cortadores de diamante
- Aplicador aprobado de acabados de precisión con inserciones de corte, carburo de wolframio y diamantes

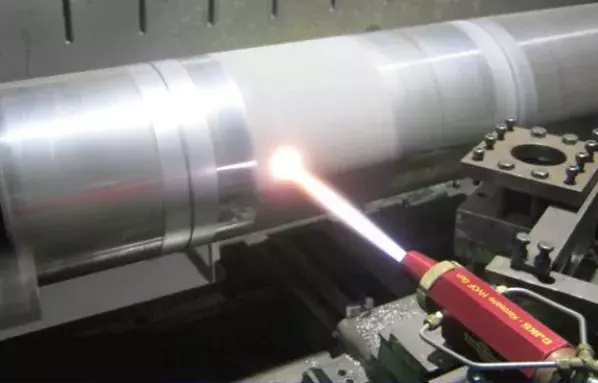
HVOF pulverizado térmicamente con recubrimientos de carburo de wolframio
- Rectificado de precisión con rectificadoras controladas por CNC con rueda de diamante
- Pulverización térmica HVOF con recubrimientos de carburo de wolframio
- Superpulido
- Procedimientos establecidos para aplicar recubrimientos de alta calidad en todos los pistones de punzón utilizados como parte de sistemas de toma
- Diámetro de hasta 630 mm, longitud de 3000 mm y peso total de hasta 3 toneladas

Protegidos por recubrimientos HVOF
- Pulverización térmica HVOF con recubrimientos de carburo de wolframio
- Galvanoplastia para la reparación selectiva de pequeñas zonas y recubrimientos para protección contra el desgaste y la corrosión
- Molienda de la válvula de bola con las mejores tolerancias
- Superpulido y esmerilado

Resistencia al desgaste sin igual para mandriles de hasta 3 toneladas
- Rectificado de precisión con rectificadoras controladas por CNC con rueda de diamante
- Pulverización térmica HVOF con recubrimientos de carburo de wolframio
- Superpulido
- Procedimientos establecidos para aplicar recubrimientos de alta calidad en todos los mandriles utilizados en la industria del petróleo y del gas, incluidos frascos, mandriles de levantamiento artificial por gas y mandriles
- Diámetro de hasta 630 mm, longitud de 3000 mm y peso total de hasta 3 toneladas

Reconstrucción, soldadura de grietas, tratamiento térmico y revestimiento antidesgaste
- Inspección, servicio y mantenimiento de todos los estabilizadores utilizados en la industria de perforación
- Especialista en estabilizadores no magnéticos
- Reparación del cuerpo y soldadura de grietas, tratamiento térmico y protección contra el desgaste con carburos de wolframio
- Los recubrimientos incluyen varillas de carburo de tungsteno y baldosas de carburo de tungsteno
- Aplicador de recubrimientos especiales no magnéticos, incluido el recubrimiento láser
- Aplicador de punta rápida aprobado y certificado
- Reconstrucción y adaptaciones
- Amoladoras grandes en alta mar para el manejo de cuerpos de hasta 10 toneladas y 6 m de longitud, con un diámetro exterior de hasta 48 pulgadas
- Reparación de todos los estabilizadores de perforación en acero no magnético
Componentes macizos con un acabado superficial perfecto
- Rectificado de precisión con rectificadoras controladas por CNC con rueda de diamante
- Pulverización térmica HVOF con recubrimientos de carburo de wolframio
- Pulido de superficie
- Diámetro de hasta 630 mm, longitud de 3000 mm y peso total de hasta 3 toneladas
Descubre otras industrias

