Stahl
Choose a category






Betrieb in extremen Umgebungen
In Stahlwerken unterliegen Anlagen, die das Sintergut bei sehr hohen Temperaturen verarbeiten, einer extremen Verschleißbeanspruchung. Besonders Sinterbrecher, die mit großen Durchsätzen arbeiten, müssen vor Verschleiß geschützt werden, um teure Wartungen und häufige Betriebsunterbrechungen zu vermeiden. Für solche Anforderungen sind die am Markt angebotenen Standardlösungen nicht geeignet, denn Rotoren und Brecherbalken müssen hierbei regelmäßig gegen neue ausgetauscht werden.
Die unzureichende Verschleißfestigkeit der Standardlösungen ist im Wesentlichen auf drei Faktoren zurückzuführen:
- die hohe Temperatur beim Sintern, die die Widerstandsfähigkeit der Hartauftragung reduziert;
- die Abrasivität des Sinters, die den Verschleiß der Teile bewirkt, und
- die hohe Schlagbeanspruchung, die spröde Hartauftragungen zerstört.

Bietet eine um mindestens den Faktor 3 bessere Leistung als Standardlösungen
e3 ist eine gesetzlich geschützte Lösung, die speziell zur Verbesserung der Produktivität und der Standzeit von Stahlsinterbrechern entwickelt wurde. Diese Lösung wurde in vierjährigen Tests sowohl im Versuchslabor als auch unter realen Einsatzbedingungen entwickelt. Sie beruht auf einer besonderen, gegen Hochtemperaturverschleiß resistenten Castolin Eutectic-Legierung, die auch bei Schlag- und Abrasionsbeanspruchung extreme Beständigkeit bietet. e3 eignet sich besonders zum Schutz der am stärksten belasteten Sinterbrecher-Teile wie Rotorscheiben, Brechersterne und Brecherbalken. Praxistests haben gezeigt, dass e3 mindestens um den Faktor 3 besser ist als Standardlösungen. Dabei erhöht e3 nicht nur die Standzeit, sondern sorgt auch dafür, dass die geometrische Form der Teile erhalten bleibt. Dadurch ist im Vergleich zu Standardlösungen eine nachhaltig höhere Brecherleistung gewährleistet.

Ausgehend von Ihren eigenen Anforderungen können unsere Ingenieure eine spezifische Lösung entwerfen
Neben der Verlängerung der Standzeit ermöglicht e3:
- längere Wartungsintervalle für Sinterbrecher und weniger Betriebsunterbrechungen;
- eine nachhaltig hohe Produktivität des Brechers, da die Zahnform der Brechersterne erhalten bleibt;
- die Reduzierung der Kosten für die Anschaffung neuer Teile;
- den Verzicht auf aufwändige wassergekühlte Brecherbalken.
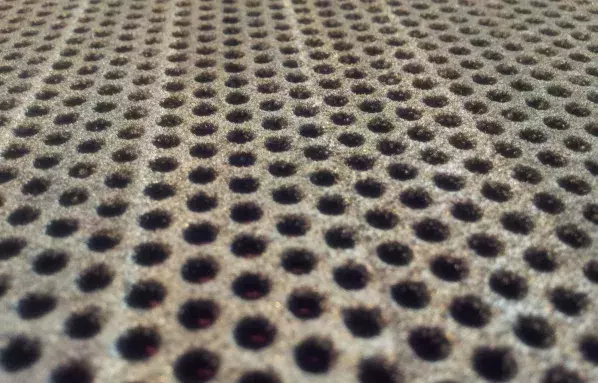
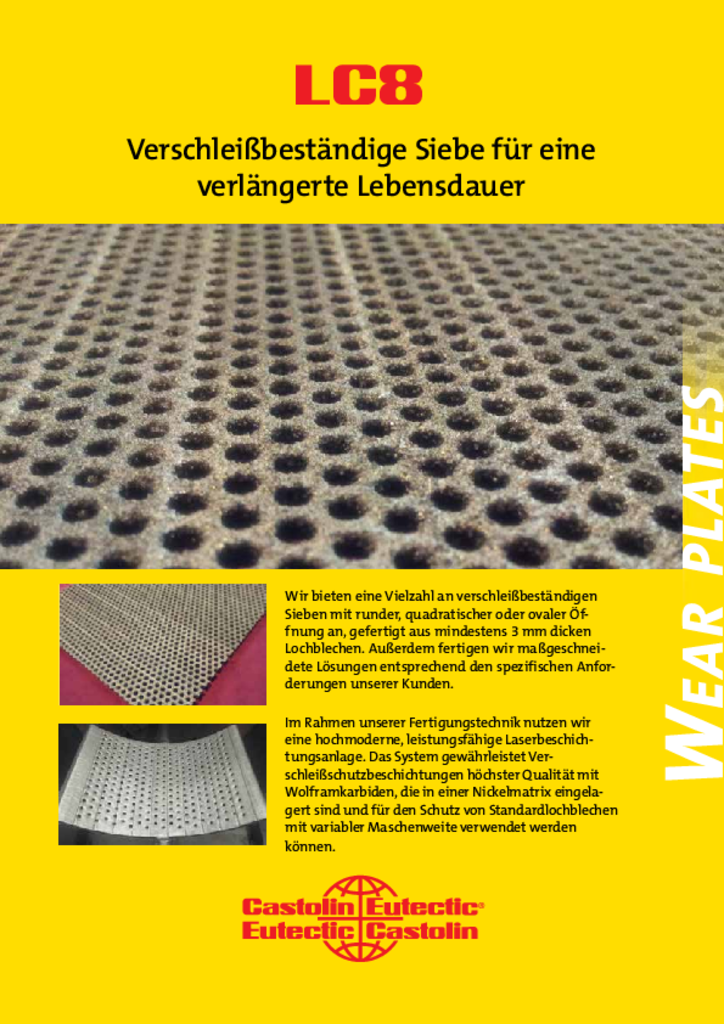
DURCH LASERSTRAHLBESCHICHTUNG HERGESTELLT
Wir bieten eine Vielzahl an verschleißbeständigen Sieben mit runder, quadratischer oder ovaler Öf- fnung an, gefertigt aus mindestens 3 mm dicken Lochblechen. Außerdem fertigen wir maßgeschnei- dete Lösungen entsprechend den spezifischen Anfor- derungen unserer Kunden. Im Rahmen unserer Fertigungstechnik nutzen wir eine hochmoderne, leistungsfähige Laserbeschich- tungsanlage. Das System gewährleistet Ver- schleißschutzbeschichtungen höchster Qualität mit Wolframkarbiden, die in einer Nickelmatrix eingela- gert sind und für den Schutz von Standardlochblechen mit variabler Maschenweite verwendet werden können.

VIEL BESSER ALS STANDARDSTAHL
Ultraharte Wolframkarbide, gleichmäßig verteilt in einer zähen Nickelmatrix bieten:
- Besonders hohe Verschleißbeständigkeit gegenüber Abrieb und Erosion, bis zu zehn mal höher als Standard-Alternativen aus monolithischem Vergütungsstahl.
- Hält Betriebstemperaturen von bis zu 400°C stand. Für noch höhere Betriebstemperaturen kann eine Palette mit speziellen Legierungssystemen angeboten werden, um den spezifischen Anforderungen des Kunden gerecht zu werden.
Die LaserClad Technologie von Castolin Eutectic LaserCladTM nutzt einen fokussierten Laserstrahl, um einen geringen Wärmeeintrag zu gewährleisten, was zu sehr effektiven Verschleißschutzbeschichtungen an industriellen Bauteilen führt.

ANDERE LÖSUNGEN FÜR SINTERWERKE
Nach dem Mischen der Rohstoffe im Sinterwerk (Eisenfeinerze, Zusatzstoffe wie Kalkstein und Olivin, recycelte eisenhaltige Stoffe aus nachgelagerten Arbeitsgängen und Koksgrus) befindet sich direkt unter dem Ladesystem eine Zuführwalze zum Sinterband, die Abrieb ausgesetzt ist. Die Lebensdauer der Zuführwalze kann mit unseren schlüsselfertigen Lösungen erhöht werden.

ERHÖHUNG DER LEBENSDAUER MIT CDP® VERSCHLEISSPLATTEN
In den meisten Fällen wird das gesinterte Material nach dem Sinterabwurf, dem Brechen und Sieben in einen separaten Kühler geleitet. Typischerweise handelt es sich dabei um eine rotierende Struktur, die sich in zwei kreisförmige Bereiche mit Kippvorrichtungen unterteilt, in denen der Sinter in einer über 1 m dicken Schicht ausgelegt und mit Frischluft gekühlt wird.
Nach Beendigung des Kühlvorgangs werden die einzelnen Bereiche über die entsprechende Kippvorrichtungen entleert. Der gekühlte Sinter wird zu den Sieben transportiert, mit denen die Stücke abgesondert werden, die im Hochofen verwendet werden.
Das Beladen und Entladen des Kühlers führt zu einer Schädigung der Oberflächen, deren Lebensdauer mithilfe unserer CDP® Verschleißplatten verlängert werden kann.
DAS KÜHLEN DES STAHLS IST EIN KRITISCHER FAKTOR
Im Laufe des gesamten Sinterprozesses kommt es zu mehreren metallurgischen und chemischen Reaktionen, die, neben dem Sinter selbst, Staub und gasförmigen Emissionen produzieren. Diese Gase enthalten Partikel wie Schwermetalle, die die innenliegenden Oberflächen des Luftabsaugsystems schwächen.
Mit unseren CDP® Verschleißplatten kann ein komplettes, hochwiderstandsfähiges Ableitsystem, einschließlich der Ventile und Übergängen von kreisförmigen zu quadratischen Bereichen gefertigt werden.

Vorbeugender Verschleißschutz von Walzenschüsselmühlen (VRM)
Auf der Grundlage von Hunderten erfolgreicher Anwendungen, die sich bei unseren Kunden in aller Welt bewährt haben, kann Castolin Eutectic optimierte Lösungen mit einer breiten Palette von Produkten und Technologien anbieten, die dem Verschleiß an VRM (Vertikal-Rollenmühlen) und vielen weiteren Anlagen Einhalt gebieten. Castolin Eutectic verfügt über detaillierte Kenntnisse der Industriezweige, in denen diese Anlagen eingesetzt werden. Castolin versteht mögliche auftretende Verschleißprobleme und kann dafür bewährte Anwendungslösungen aus der Industrie anbieten.
Von der extremen Kälte Russlands bis zur Hitze Brasiliens und Mexikos – für jedes Klima verfügen wir über eine profunde Kenntnis der Anwendungslösungen für Verschleißprobleme in diesem Industriezweig. Innovative Technologien und Anlagen helfen großen Industrieunternehmen, ihre Zielvorgaben in Bezug auf verlängerte Standzeiten und höhere Anlagenleistungen zuerfüllen.

WENIG VERFORMUNG ODER SCHRUMPFEN
Rauchabzüge in Stahlwerken sind hohem Verschleiß durch Erosion und Korrosion ausgesetzt. Alle Wände im Inneren sind der Stoßeinwirkung erosiver Partikel ausgesetzt, die mit hoher Geschwindigkeit und bei hoher Temperatur vom Lüftungsgas transportiert werden.
Bei einigen Anwendungen ist das Lüftungsgas selbst ebenfalls korrosiv.
Seit Jahrzehnten sind Castolin Eutectic und WhertecTM die Lieferanten der Wahl für die Wartung, Instandsetzung und präventive Instandhaltung von schweren Geräten und industrieller Prozessausrüstung.
In der Eisen- und Stahlindustrie schützen wir so Ihre industrielle Prozessausrüstung, Rauchabzüge, Rohre und Wände vor künftiger Korrosion und Erosion. Dabei ist die gleichzeitige Verlängerung der Lebensdauer Ihrer Rohre für Ihre Betriebsbilanz unerlässlich.
EutronicArc® ist das thermische Spritzverfahren mit der höchsten Leistungsfähigkeit zu den niedrigsten laufenden Kosten. Aufgrund des geringen Wärmeeintrags kommt es zu einer sehr geringen Aufmischung während des Verfahrens bei gleichzeitig begrenzter Verformung oder metallurgischer Modifizierung des Substrats ohne jegliche Aufmischung.
Diese Technologie kann sowohl in der Werkstatt als auch vor Ort angewandt werden. Sie erfordert keinen Einsatz von Sauerstoff, Kerosin oder brennbarem Gas, was die Beschichtung kostengünstiger macht.
CastCoat von Castolin Eutectic
Die CastCoat-Hartverbundbeschichtung wurde von Monitor Coatings, einer Tochtergesellschaft von Castolin Eutectic in Großbritannien entwickelt, welche seit mehr als 20 Jahren für Anwendungen in der Stahlindustrie, insbesondere für die Beschichtung von Kupferformplatten für Stranggussanlagen, tätig ist. In Tests wurde nachgewiesen, dass die Beschichtung härter ist als jede andere Kupferformplattenbeschichtung. Sie weist einen niedrigen Reibungskoeffizienten auf, der dazu beiträgt, Anhaftungs-Alarme zu reduzieren, und die Beschichtung ist inert gegenüber flüssigem Stahl und Gießpulvern. Das Beschichtungssystem beeinflusst weder die Füllstandsdetektoren noch die elektromagnetischen Rührwerke. Darüber hinaus wurde nachgewiesen, dass die Beschichtung keinen signifikanten Einfluss auf die Wärmeübertragungsraten hat.

Heute eine ausgereifte Technologie
Durch jahrelange Erfahrungswerte konnte eine signifikante Verbesserung der Lebensdauer von Kupferplatten nachgewiesen werden: 3 - 4 Mal beim Einsatz von dicken Brammengießern und bis zu 6 mal beim Einsatz von dünnen Brammengießer-Schmalplatten, bei gleichzeitig verbesserter Produktform. Im laufenden Betrieb hat sich gezeigt, dass durch die Beschichtung längere Gießläufe durch eine drastische Erhöhung der Verschleißfestigkeit ermöglicht werden. Durch die thermische Ermüdung in hohen Spannungslagen kommt es zu einem allmählichen Abbau der Beschichtung. CastCoat ist heute eine ausgereifte Technologie bei einem weltweiten Kundenstamm und bietet den Anwendern nach wie vor reduzierte Kosten/Tonne.
Neue kompakte HVOF-Einheit
Durch die Beschichtung sämtlicher vier Seiten der Form wird die Formbeständigkeit während der gesamten Produktionskampagne erhalten, wodurch ein nachhaltiges und effektives Formen- und Schalenwachstum des Produkts erreicht wird. Da kein nennenswerter Verschleiß vorliegt, sind längere Einsätze zwischen erforderlichen Werkzeugwechseln möglich, wodurch eine höhere Verfügbarkeit der Laufrollen erreicht wird. Zusätzlich sorgt der durch die Beschichtung gebotene Schutz für eine längere Lebensdauer der Kupferplatten, was zu einer jährlichen Kostenersparnis für Kupfer führt und zu einer deutlichen Senkung der Wartungskosten sowohl innerhalb als auch außerhalb der Linie führt. Mit der jüngsten Entwicklung einer kompakten HVOF-Einheit kann die CastCoat Verbundbeschichtung nun auch auf Rohrformen aufgebracht werden.
Unsere Arbeitsweise, um Kosten einzusparen
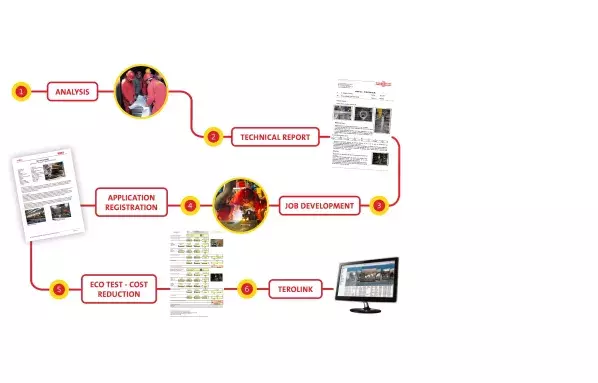
Seit geraumer Zeit verfügen wir über ein erfolgreiches Partnerschaftsprogramm, dass auf Kostensenkung abzielt. Das intelligente Instandhaltungs- und Instandsetzungsprogramm kann in fünf Schritten zusammengefasst werden:
- Analyse: Der erste Schritt für eine gute Lösung ist die richtige Analyse.
- Technischer Bericht: Mit den bereitgestellten Informationen erstellt unsere Technikabteilung einen Bericht.
- Auftragsausführung: Hält der Kunde die Ausführung des Auftrags für machbar, kümmert sich die Technikabteilung von Castolin Eutectic darum, das Verfahren auszuarbeiten: 1) Lokale technische Fachkräfte; 2) Castolin Service-Werkstätten; 3) Schulung und Qualifizierung von Personal oder Nachunternehmern.
- Registrieren der Anwendung: Wir schlagen vor, den ausgeführten Auftrag nach vorheriger Zustimmung des Kunden in unserer vertraulichen „FAR“-Datenbank zu erfassen.
- EcoTest: Am Ende der Lebensdauer des Bauteils können wir eine detaillierte Kostenanalyse durchführen, um direkte Kosteneinsparungen in der Praxis zu bewerten, die mit der Zusammenarbeit erzielt wurden. Das zeigt den tatsächlichen Wert unserer Teamarbeit sowie die wesentlichen Einsparungen in der Instandhaltungsabteilung auf.
- Terolink: Abschließend schlagen wir vor, die komplette Anwendung als verifiziert in unserer Terolink-Datenbank zu speichern.

DER ERSTE SCHRITT AUF DEM WEG ZU EINER GUTEN LÖSUNG IST DIE RICHTIGE ANALYSE
Nach der Verarbeitung der jeweiligen Rohstoffe passieren diese den Hochofen, Elektrolichtbogenofen (ELO) oder Sauerstoffaufblaskonverter (SAK), um so Roheisen oder Stahl zu produzieren. Der erste Schritt auf dem Weg zu einer guten Lösung ist eine entsprechende Analyse. Um diesen Schritt zu vereinfachen, haben wir ein Dokument entworfen, das gemeinsam mit unserem technischen Delegierten ganz leicht ausgefüllt werden kann. Das Dokument spiegelt die wichtigsten Parameter wider, die bei der Entwicklung von Inhouse-Lösungen für Ihre Verschleißprobleme berücksichtigt werden müssen.

DAS KÜHLEN DES STAHLS IST EIN KRITISCHER FAKTOR
Im Rahmen eines Walzverfahrens ist das Kühlen des Stahls ein kritischer Faktor. Die Geschwindigkeit, mit der ein gewalztes Produkt gekühlt wird, wirkt sich auf die mechanischen Eigenschaften des Stahls aus. Die Kühlgeschwindigkeit wird gewöhnlich dadurch gesteuert, das Wasser auf den Stahl gesprüht wird, wenn er die Anlage passiert und/oder verlässt. In einigen Fällen wird der Walzstahl auch mit großen Lüftern luftgekühlt.

DURCH LASERBESCHICHTUNG GESCHÜTZTE WALZEN
Seit der Einführung der Laserbeschichtungs technik in den Castolin Services Centern wurde der Verschleißschutz der wichtigsten Werkzeuge wie Walzen und Führungen auf ein neues Niveau gehoben. Die Nutzung eines 8 kW HochleistungsDirektdiodenLeser (HPDD) mit hohem Automatisierungsgrad führt zu einer flexiblen Produktion und höherer Qualität. Im Vergleich zu Standardschweißtechniken, werden durch die minimale Aufmischung, die jeweiligen Legierungseigenschaften erhalten. Als Ergebnis wird die Verschleißfestigkeit maximiert und die Lebensdauer erhöht. DereinzigartigeBreitstrahl(biszu24mmbreit)erzeugt eine flach beschichtete Oberfläche, die nachträgli ches Bearbeiten oder Schleifen verringert. Die Rollen können oft nur geschweißt, ohne weitere Verarbeitung, verwendet werden. Der geringe Wärmeeintrag des Laserprozesses bedeutet niedrigsten Verzug bei großen und dünnwandigen Teilen, die dadurch leicht plattiert werden können.
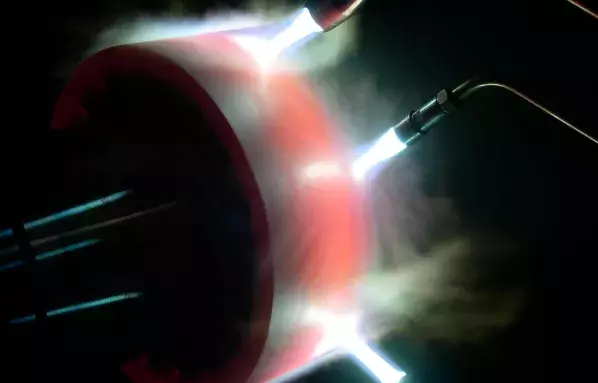
WALZEN GESCHÜTZT DURCH SPRÜHSTRAHL UND VERSCHMELZEN
OEMs liefern in der Regel Teile, deren Oberfläche mit hochverschleißfesten Legierungen wie Eutalloy® RW 12496 beschichtet ist. Diese Beschichtung erfolgt zunächst durch Aufsprühen eines Pulvers auf die Walzenoberfläche und anschließend durch Verschmelzen knapp über der Liquidustemperatur. Durch dieses Verfahren erhält die Beschichtung ihre besten verschleißfesten Eigenschaften und haftet perfekt auf dem Stahlsubstrat. Auf langen und schweren Teilen ist es äußerst schwierig, eine korrekte Verschmelzung zu erreichen. Direkt nach dem Sprühvorgang muss das Werkstück homogen vorgewärmt und auf Temperatur gehalten werden, während mehrere Brennersysteme das Pulver entlang der gesamten Walze verschmelzen. Die Schmelzung von 2 m langen massiven Walzen kann bis zu 7 Stunden dauern. Jede Temperaturänderung kann zu einer unregelmäßigen Oberflächenqualität führen. Da das Bauteil sehr hohen Temperaturen ausgesetzt ist, sind auch Verformungen kritisch, insbesondere bei Walzen mit dünnwandigen Rohren. Und schließlich kann die thermische Belastung bei ungenügender Kühlung so hoch sein, dass Risse auf der Deckschicht auftreten können. Mit unseren gut ausgestatteten Servicewerkstätten und unserer mehr als zehnjährigen Erfahrung können wir qualitativ hochwertige Beschichtungen anbieten. Die Beschichtung der Teile wird von hochqualifizierten Mitarbeitern durchgeführt, die strenge Fertigungsmethoden anwenden.Sie applizieren im Regelfall mehrere Pulver nach den Vorgaben der OEMs.
Entdecken Sie andere Branchen